


Manufacturers carefully consider the pros and cons when selecting a process to produce their products. Their goal is to achieve high quality while keeping costs low.
Why does the powder metallurgy (PM) stand out?
In this blog, I’ll tell you the advantages and disadvantages of powder metallurgy.
Contents
What is Powder Metallurgy?
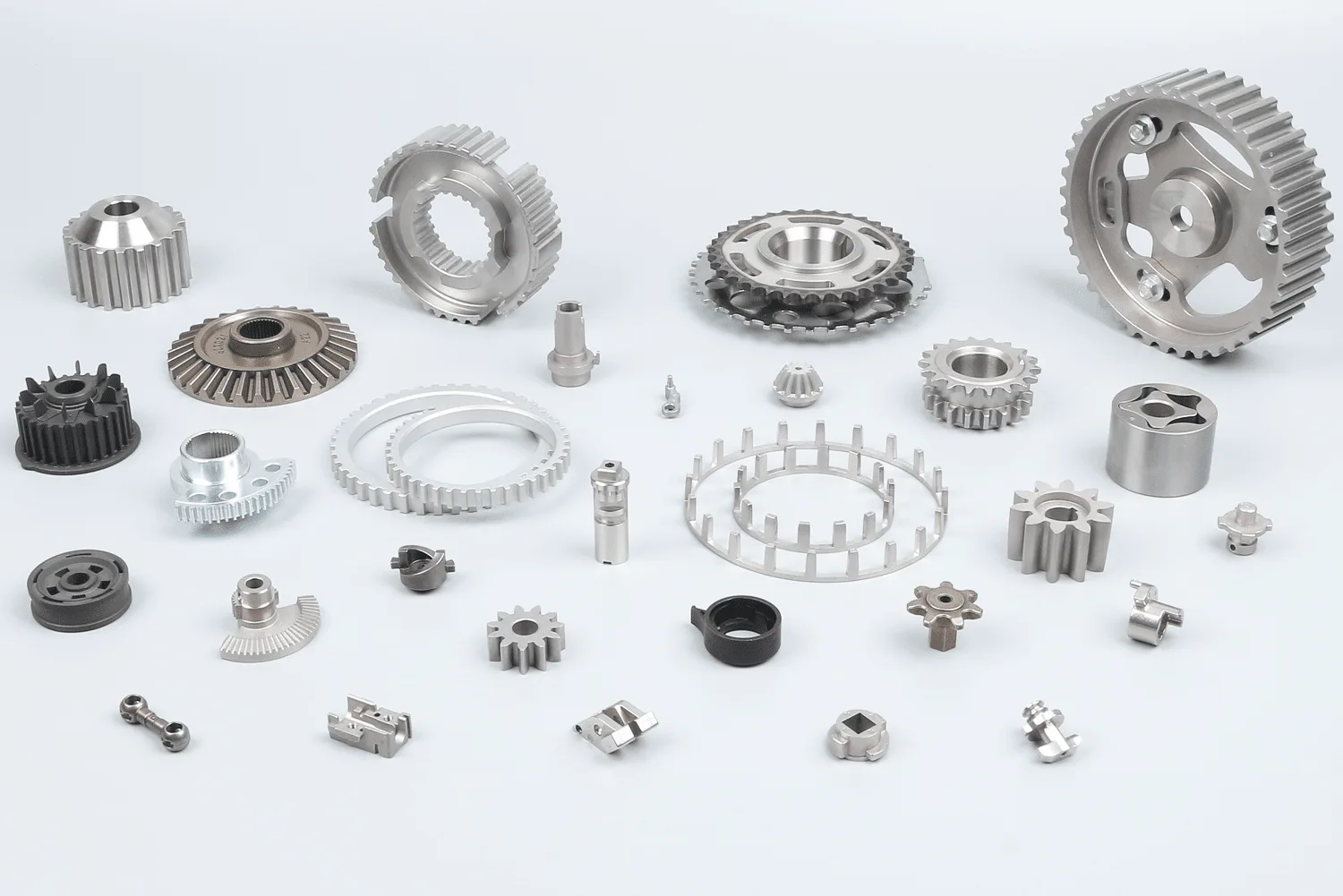
Powder metallurgy (PM) is a precision manufacturing technology that produces metal components from atomized or chemically processed powders through compaction and sintering.
PM forms parts at room temperature and bonds the metal particles through solid-state diffusion at a temperature below the melting point of the base metal.
A typical powder metallurgy process through four fundamental stages:
- Powder production: Metal powders are generated via gas atomization, water atomization, chemical reduction, carbonyl decomposition, or electrolytic methods. Powder characteristics such as particle size distribution, apparent density, flowability, and oxygen content strongly influence the final mechanical properties
- Mixing and blending: The metal powders are blended with lubricants, binders, or alloying additives to improve compressibility and promote uniform density during compaction.
- Compacting: High-tonnage mechanical or hydraulic presses (typically 300–800 MPa) compress the powder into a “green compact,” which already closely resembles the final geometry.
- Sintering: Then the green compact is heated in a controlled-atmosphere furnace (typically 1100–1300°C for iron-based materials). During sintering, particles form metallurgical bonds, pores shrink, strength increases, and the part develops its final dimensions and mechanical properties.
Advantages of Powder Metallurgy
Minimize Material Waste
You must want to improve material utilization and reduce waste.
CNC machining like turning, milling, and drilling removes excess parts from solid materials. This leads to a great waste of raw materials. What’s worse, the waste materials cannot be reused
PM is able to achieve material utilization of over 95%, a level unmatched by other processes.
Why can powder metallurgy do this?
This is because PM uses metal powder as the raw material. Defective green compact could be crushed back into powder for reuse. Any unused powder material will be utilized in the next production run.

PM is a near net shape technology, which is especially important when machining precious metals like titanium alloys.
Cost-effectiveness in Mass Production
Powder metal parts are formed at room temperature and sintered at lower temperatures than casting, consuming less fuel. In addition, powder compaction presses are able to operate quickly, and compact about 30 parts per minute.
Precise Forming Ability
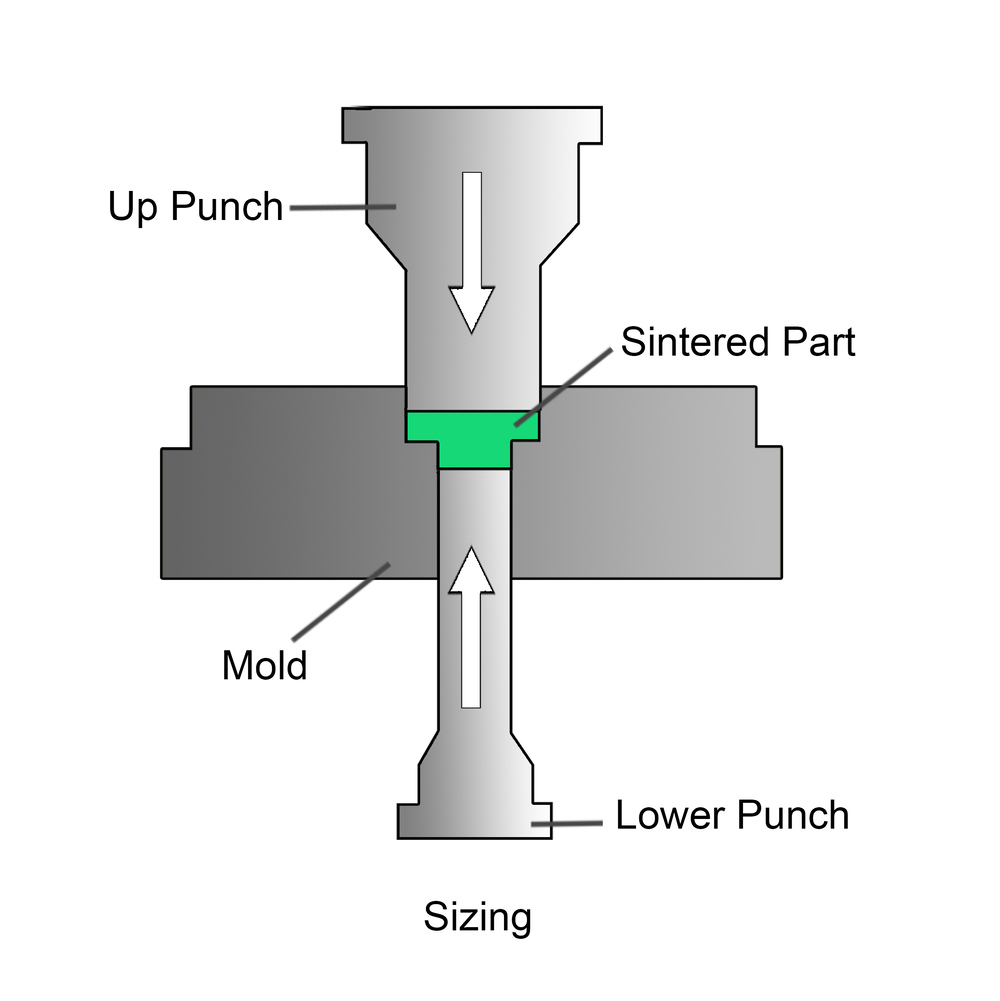
The powder metallurgy mold, which includes the upper and lower punches, die, and core rod, is designed with tight tolerances. As a result, the pressed products realize high precision.
For the sintered metal product with a radial dimension of 25 mm, the tolerance is generally 0.13% (32.5μm) to 0.20% (50μm). This falls within the ISO standard tolerance of IT8-IT9. After the sizing process, the tolerance improves from 0.05% (12.5μm) to 0.08% (20μm). This is consistent with ISO standard tolerances IT6-IT7.
Batch to Batch Consistency
The mold tolerance, compacting pressure, and sintering temperature in PM could be precisely controlled. As a result, the consistency of products across different batches is high. Batch-to-batch consistency is of great significance for stable and reliable product operation.
Less Secondary Processing
Metal powder products are formed by pressing once, with less secondary processing. This not only shortens the production time but also decreases the production cost.
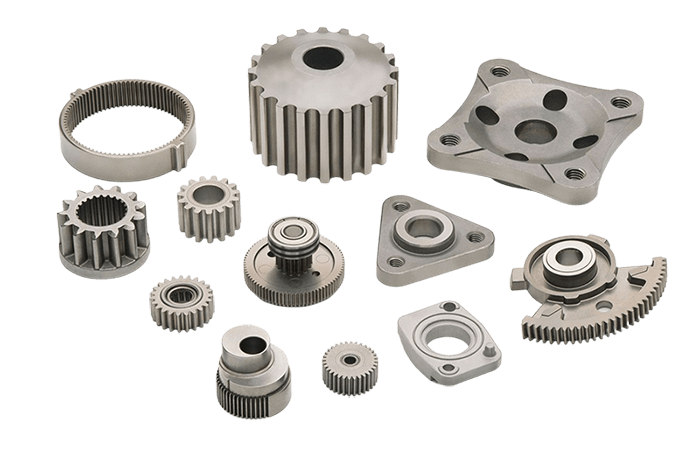
The transmission gear of the gearbox is a typical example. The size of the gear manufactured by the powder metallurgy process is the final product size after sintering. In addition, powder metal gears do not have excessive flash and burrs.
Due to the large number of teeth, machining gears is slow and generates a lot of material waste. The forging process is also hard to produce gears. Moreover, forging requires multiple secondary processing steps such as trimming, punching, and straightening.
Complex Shapes
PM allows for producing parts with internal features directly. These parts are applied for fluid flow, cooling systems, or wire ducts.
It also has the capability to produce components with sharp edges and thin walls, often applied for cutting tools or gear teeth. PM also can creates parts with stepped geometries in a single operation.
Green Manufacturing Process
Powder metallurgy technology contributes to the green development of the manufacturing industry. Unlike die casting, powder metallurgy technology consumes less energy and emits less wastewater and exhaust gas. The stamping process wastes a lot of materials, while the material utilization rate of powder metallurgy technology reaches as high as 97%. These are conducive to saving resources and protecting the environment.
Controlled Porosity
The pore size of powder metal components could be controlled, offering two advantages.
First, the pores in sintered components are filled with oil through the impregnation process to achieve a self-lubricating effect. This is known as an oil-impregnated bearing. Second, powder metal parts are employed as sintered filters due to their uniform pore size.

Automation
Did you know the whole powder metallurgy process can be fully automated? Automated machines can run 24 hours a day, which makes production faster. They also reduce the need for workers, so labor costs go down. Robotic arms help avoid mistakes made by people. Besides, the automated system makes the product quality more consistent.
For example, a fully automatic sizing press can press parts at 50 pieces per minute. The sintered parts can be automatically transferred by a robot arm during sizing process.
Capability to Process Multiple Materials
It is quite difficult to machine metals with high melting points and hardness. Powder metallurgy has the capability to process these metals.
Titanium alloy is one example. As we all know, titanium alloy is resistant to high temperatures, and corrosion, has good tensile strength, low density, non-toxic.
Also, PM can process superalloys such as Inconel 718.
In addition, it has the ability to produce immiscible composite materials such as tungsten-silver, tungsten-copper, and molybdenum-copper.
Disadvantages of Powder Metallurgy
Limited Size
For powder metallurgy, manufacturing larger parts is more challenging. This is due to the limitations of powder compacting equipment.
Most metal powders are pressed at pressures between 300 and 800 MPa. If the cross-sectional area of the workpiece exceeds 200 square centimeters, the tonnage of the forming machine will exceed 1,600 tons. Such equipment is extremely expensive.
Therefore, most powder metal parts are within 250mm in diameter and 75mm in height.
Also, PM can’t make the production of tiny products (20g or less), but metal injection molding can.
Limited Shapes
For parts with particularly long shapes, such as sintered filter cartridges, isostatic pressing is commonly used. Similarly, for those with complex 3D features, PM is not suitable. Metal additive manufacturing process is a better option.

Low Mechanical Properties
Powder metal parts have many pores inside, while castings and forgings are fully dense. This leads to the strength, toughness, and fatigue resistance of sintered parts poor.
Expensive Powder Metallurgy Mold
Why are powder metallurgy molds so costly? There are two main reasons.
On the one hand, the mold needs to withstand high pressure and wear from metal powder. Therefore, it must have good strength, hardness, and wear resistance. You can use tool steel, high-speed steel, or tungsten carbide. These materials are expensive.
On the other hand, the mold tolerance is tight and the manufacturing time is long. This also increases the cost of the mold.

Costly Equipment
PM demands a large amount of equipment investment, which is important to the entire process. These equipment include mixers, powder presses, sintering furnaces, shaping machines, and automation devices.

Surface Roughness
The surface roughness of sintered components is not enough good, around Ra 0.8-1.6 μm. In contrast, machining can achieve a surface roughness of Ra 0.6 μm or even Ra 0.4 μm. To improve the surface roughness of powder metal components, you may need secondary processing or sizing process.
BLUE is a leading powder metallurgy manufacturer in China, providing a full range of sinterd parts. We supply standard components with no tooling fees, including structural parts, sintered bushings, sintered filters, and sintered ceramic parts.
You can freely download Our Product Lists to find what exactly matches your projects. If your specifications are not listed, we also provide custom powder metallurgy services tailored to your projects.