


Powder metallurgy (PM) parts are known for their high precision and fast production.
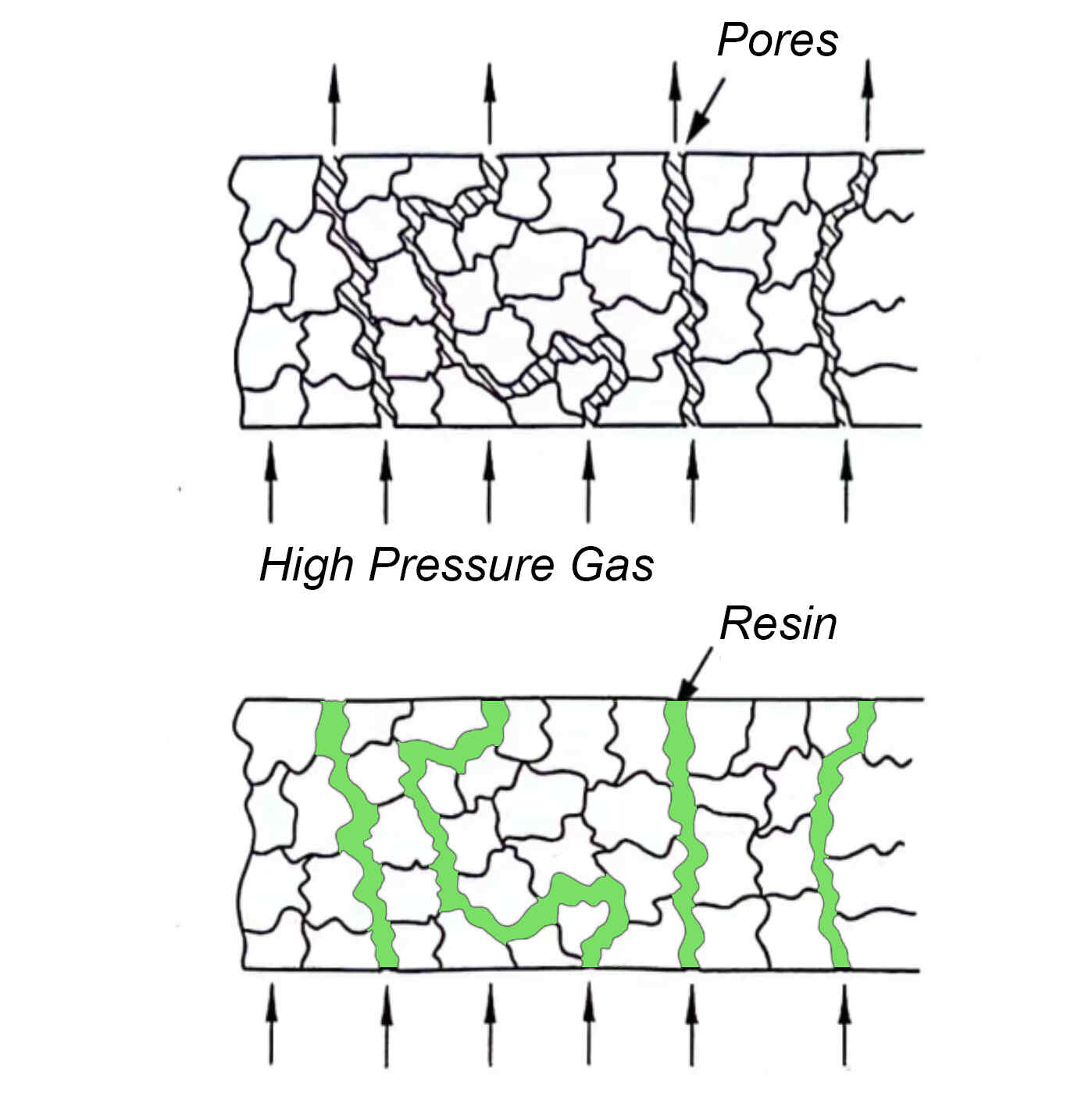
However, sintered parts contain many pores, which may lead to internal corrosion and reduced mechanical strength.
This is where impregnation process comes in handy. In this blog, we will take a deep look on oil impregnation and resin impregnation in powder metallurgy.
Contents
Oil Impregnation in Powder Metallurgy
Ordinary Oil Impregnation
Soak the cleaned product in engine oil, such as No. 20 engine oil. Under the force of the pores of the product, the oil soaks into the pores of the product.
This method is inefficient and slow, requiring several hours. So it is used for product with low oil content.
Vacuum Oil Impregnation Process
At the beginning, you need to clean the bushings to avoid contaminants from impeding impregnation process.
Then you can use a vacuum pump to remove the air inside. When you take out the air, it lowers the pressure inside the pores of the sintered bushings.
Once vacuum environment is achieved, the oil is introduced into vacuum chamber. The low-pressure environment facilitates oil penetration. This process can achieve a maximum vacuum level of about 29” Hg.
Finally, a curing step is necessary to solidify the oil and create a durable seal within the pores of the bushing.
Below is a video about vacuum impregnation process.
Heating Oil Impregnation
Soak the product in hot oil at 80~120℃ for 1 hour. Due to the heat, the air in the communication hole expands, causing product of the air to be discharged. After cooling, the remaining air contracts again, drawing the oil into the pores.
Choose Oils in Impregnation Process
SAE 30 oil has a wide range of applications and is suitable for use in automotive engines.
- It is a highly efficient lubricant that effectively reduces friction.
- SAE 30 can keep in good condition for a long time and extends the lifespan of powdered metal parts.
- Its alkaline reserve (TBN) protects parts from corrosion.
- SAE 30 provides good anti-wear properties to parts.
- Polymerized Alpha Olefin (PAO)
For extreme temperatures or applications in automotive engines, transmissions, PAO is ideal.
- Wide operating temperature range
- High viscosity measurement
- Good thermal stability
- Low corrosiveness
- Compatible with mineral oils
- Low toxicity
Applications: Oil Impregnated Bearings / Bushings
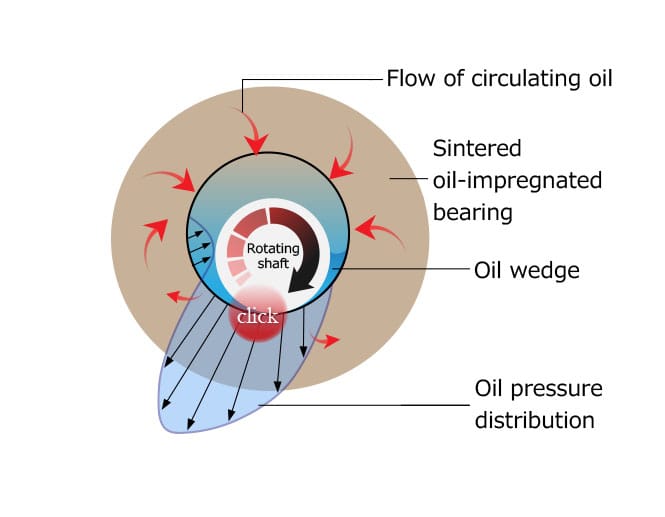
Oil impregnation process in powder metallurgy greatly benefits bearings. You can find oil-impregnated bearings in everyday items like fans, coffee machines, and motors. These oil bearings have the following benefits.
- Self-lubricating
Oil impregnated bushings release lubricant during operation, ensuring continuous lubrication.
Therefore, it minimizes the need for frequent manual lubrication, reducing maintenance costs.
- Extended product lifespan
The continuous lubrication provided by impregnated oil helps significantly extend the lifespan of oil bearings.
The presence of oil reduces direct contact between parts, reducing friction and wear
Lubricating oil also helps dissipate the heat generated during operation.

- Corrosion protection
The oil within the pores provides a protective layer that helps prevent corrosion.
Oil blocks moisture and other corrosive elements, protecting bearing materials from rust and corrosion.
Resin Impregnation in Powder Metallurgy
Resin impregnation is one secondary process that significantly improves the wear resistance and corrosion protection of PM parts.
Resin Impregnation Process
Wet Vacuum
Firstly, load powder metal parts into a vacuum chamber along with a resin solution
Next, you remove air from the pores of the part to form a vacuum. Then you inject an atmosphere of air, penetrating the resin into the gaps between powdered metal components. After impregnating the parts, you first spin them slightly by centrifugal method, and then put them into the air of about 97°C to harden to get the finished product.
Dry Vacuum
Dry vacuum impregnation follows a similar process to wet vacuum impregnation.
First, put your parts into the vacuum chamber, extract the vacuum, and remove the air from the pores of the parts. The resin is then introduced in vapor form or dry powder form, and the resin melts and infiltrates into the internal pores of the part.
Dry vacuum impregnation ensures that air is removed, allowing resin to penetrate deeply into the parts. It is a more thorough and robust form of impregnation.
Anaerobic Polyester Resin Impregnation
Submerge the parts in anaerobic polyester resin. The impregnation method is similar to above. After impregnation process is complete, use detergent and water to remove any remaining resin from the surface. After cleaning is complete, you place the parts into a contact media tank containing the catalyst. This catalyst is responsible for hardening the resin in the pores of product. This process takes approximately two to three hours.
Advantages of Resin Impregnation
- By filling pores, porosity is reduced, part strength is increased, and durability is enhanced.
- Hardened resin on the surface of powdered metal parts provides additional protection.
- Resin has good high-temperature resistance and can remain stable at 400℃.
- Before plating, seal the product’s pores with resin impregnation to prevent residual acid penetration. This pre-treatment step effectively eliminates the risk of corrosion after plating.
Commonly Used Resins
- Polyester resin has excellent mechanical properties, good adhesion and easy curing. You can use it to seal and enhance the strength of porous metal parts.
- Epoxy resin, such as EPON 828 has high strength, excellent chemical resistance and good thermal stability. It is ideal for parts that require high mechanical strength and resistance to harsh environments
- Acrylic resin features fast curing speed, good UV resistance, and excellent transparency.
- Anaerobic resin, such as LOCTITE® 518, cures without air, providing excellent sealing and strength. And it often used in hydraulic and pneumatic components.
Resin impregnation process is ideal for parts with a density of 80% to 90%. For iron-based parts, the density range is 6.2g/cm3 to 7.0g/cm3. If the product density is too low, the resin will flow out during impregnation process. On the contrary, if the density is too high, it is difficult for the resin to enter the pores of the product.
Impregnation VS Infiltration
Manufacturers often use impregnation process to enhance oil bushings by non-metallic materials. In contrast, they employ infiltration process to create metal matrix composites by introducing reinforced metal. Thereby, improve the mechanical properties of the sintered metal parts.
Impregnation is usually carried out at a lower temperature, usually room temperature or slightly elevated temperature. It allows auxiliary materials to penetrate into the pores without melting the parent material.
Conversely, infiltration requires higher temperatures to melt the infiltrating metal and allow it to flow into the pores of the part.
Are you looking for powder metallurgy solutions?
BLUE is your trusted powder metallurgy supplier, ISO 9001:2015 certified, with a technical team that has over 20 years of experience. We provide both standard and customized sintered parts, along with free mold design services.
FAQ
1. How to Prove that Oil has Impregnated into the Bearings?
Since there is no externally visible evidence of sealing from the oil impregnation process, we typically use the ASTM B963 Standard test method. It mainly detects the following.
- Oil Content
- Oil-Impregnation Efficiency
- Surface-Connected Porosity
2. What is the General Oil Content in Oil Impregnated Bearings?
Copper-based oil-impregnated bearings typically have an oil content ranging from 12% to 30%. Besides, iron-based oil-impregnated bearings usually contain 18% to 25% oil.