Powder Metallurgy Manufacturer
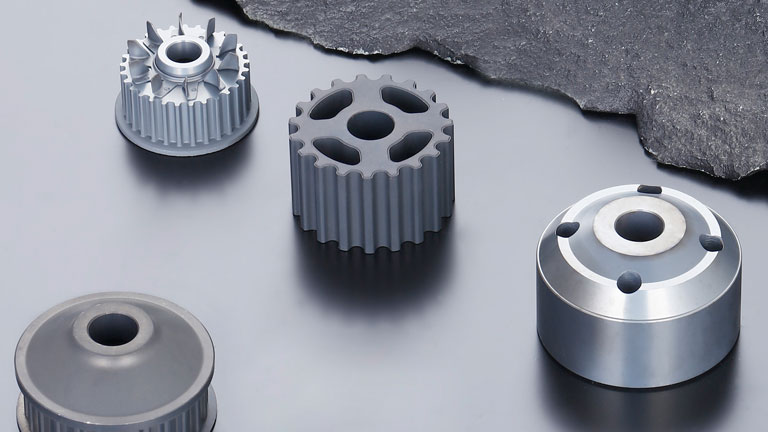
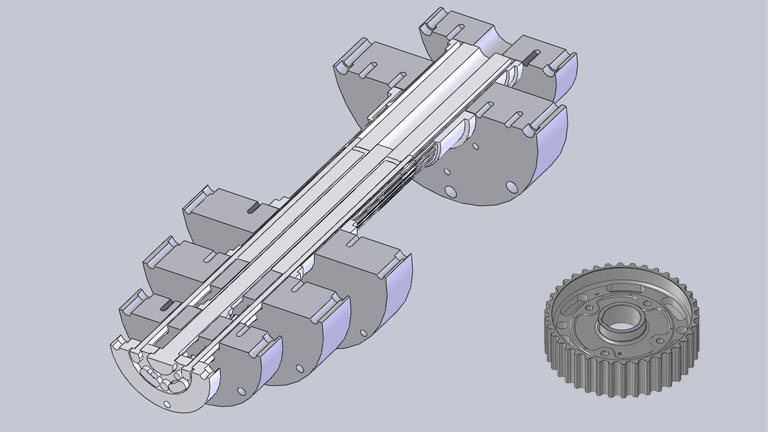
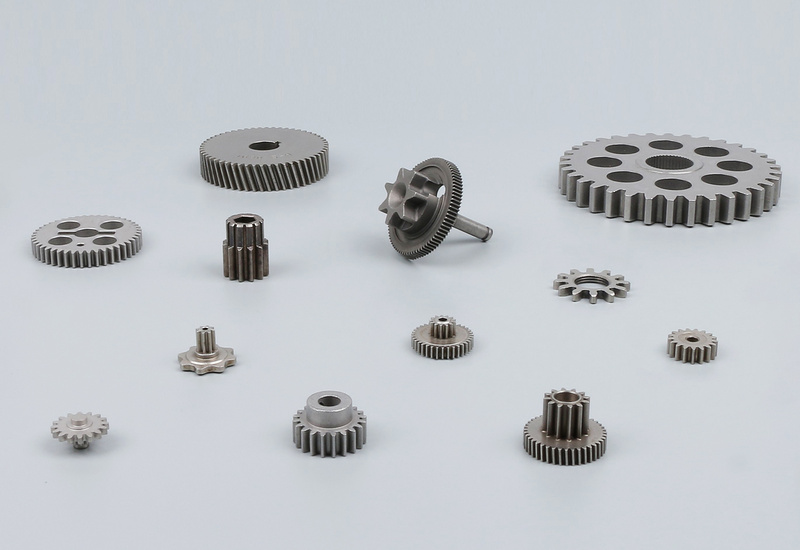
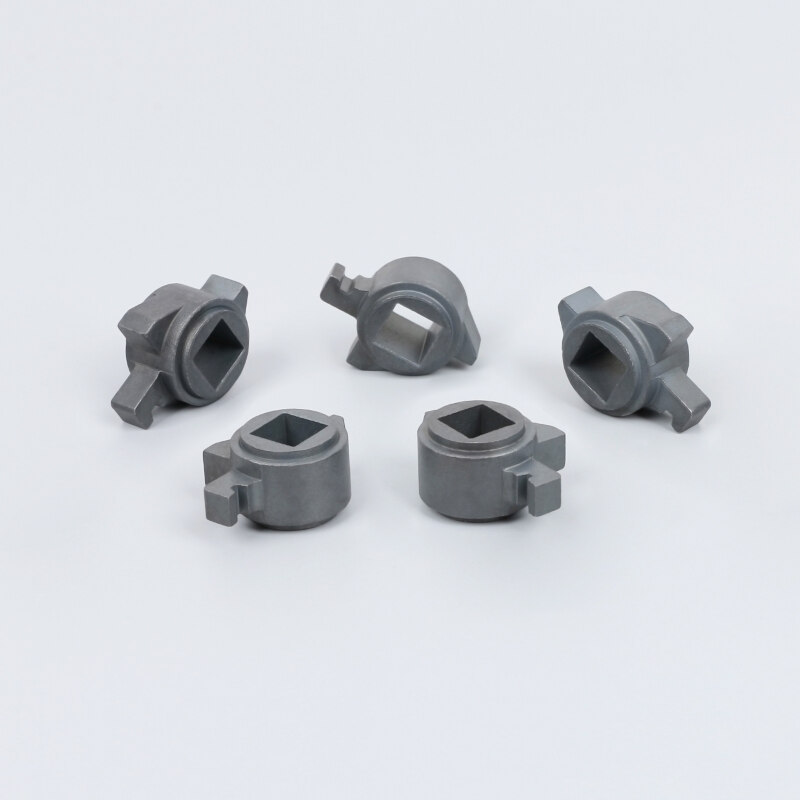
BLUE is a an experienced powder metallurgy manufacturer supplying 100,000+ standard parts with no tooling charge, faster delivery, and free samples, along with custom sintered parts with free mold design and full secondary operations.