


Compacted metal powder has low mechanical strength and is too fragile for practical use.
In powder metallurgy, the sintering process heats the green compact below its melting point, allowing metal particles to bond and densify. This greatly enhances the part’s strength, hardness, and structural integrity. Powder metallurgy supplier relies on the sintering process to transform fragile green compacts into structurally sound components by promoting particle bonding and controlled densification.
Contents
Stages of Sintering Process
Sintering process unfolds in three key stages: preheating, main sintering, and cooling. Each stage is crucial for achieving the beneficial properties such as tensile strength, mechanical strength.
Pre Sintering (Dewaxing)
Pre-sintering is the initial stage where the powdered metal component is gradually heated to 500-900°C.
Why is this necessary?
Removing lubricants and binders from the compacted powder particles is a primary goal. These lubricants and binders, while aiding in compaction, must be removed to prevent bonding and densification between powders
Furthermore, pre-sintering reduces oxides on the surface of the metal powders. These oxides must be reduced before the powder particles can be sintered and densified to produce high-performance workpieces.
Lubricants, such as zinc stearate, produce carbon monoxide when heated and decomposed. Carbon monoxide exceeding 18 vol% is easy to react to produce carbon or carbon dioxide, which will form carbon deposits on the surface of the workpiece. This will make the surface of the workpiece look like bubbles or bulges. You can control the sintering atmosphere flow rate to be faster to solve this problem.
High Temperature Sintering
This is where the magic happens. At this stage, powder metallurgy supplier applies controlled high-temperature sintering to promote particle bonding, densification, and mechanical strengthening.
In this stage, temperatures escalate to about 70-90% of the metal’s melting point. Take, for example copper-based parts, which are sintered at roughly 820°C, iron-based parts at around 1120°C, and stainless steel parts nearing 1250°C.
There are three stages of high-temperature sintering.
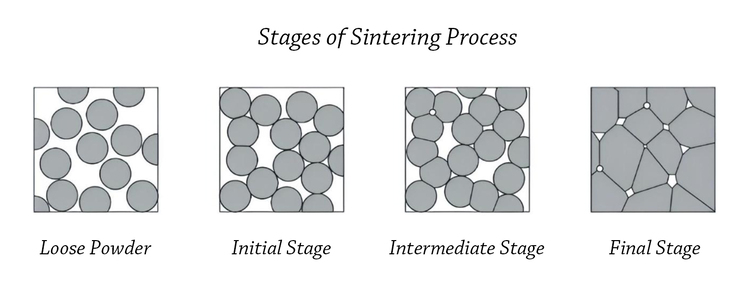
- Initial Stage: The compacted powder particles start to form face contacts (necks), and the material begins to densify slightly. During this stage, most of the pores in the parts are interconnected.
- Intermediate Stage: As time passes, the necks gradually become larger, and the grains begin to grow. This leads to a decrease in porosity and a significant increase in density.
- Final Stage: At this point, most of the pores are isolated. The gas in the pores slows down further densification. Additionally, during the final stage, the grain growth rate increases significantly.
The figure below shows the relative density change of the workpiece during high temperature sintering process.
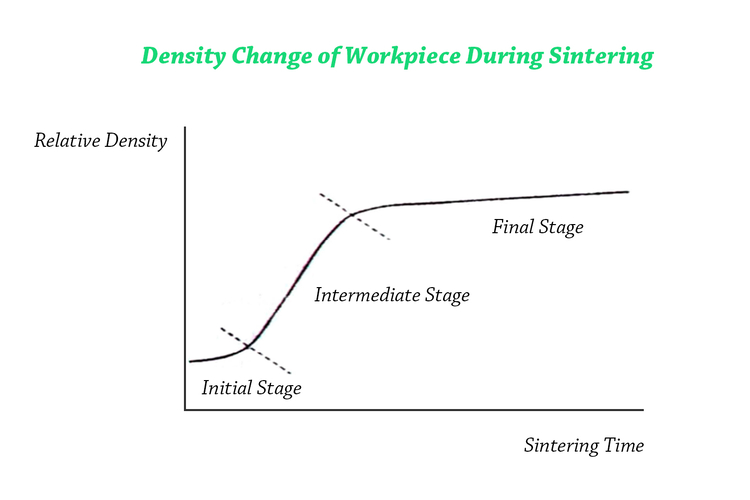
Therefore, after high-temperature sintering, the mechanical properties of green compact are significantly improved, such as hardness, strength and wear resistance.
Cooling
The cooling stage follows the main sintering process. It solidifies and stabilizes the parts. Gradually cooling from high to room temperature preserves the part’s structural integrity established during sintering.
Cooling rates are critical in shaping the material’s microstructure. Slower rates are recommended because they refine the microstructure and enhance mechanical properties like toughness and strength.
Effective cooling helps relieve stresses that develop during the sintering process. If not properly managed, these stresses could lead to warping or cracking as the parts cool.
Moreover, adjusting the furnace atmosphere can improve surface properties or control oxidation levels.
For instance, creating a protective oxide layer during cooling significantly enhances the corrosion resistance of certain metals. For instance, creating a protective oxide layer during cooling boosts the metal’s resistance to corrosion.
Advantages of Sintering Process
Sintering process specifically enhances the following mechanical properties of parts:
Improved Hardness and Strength
Sintering significantly enhances both the hardness and strength of materials, making them capable of handling substantial loads and stresses.
Enhanced Wear Resistance
The process increases density and strengthens particle bonds, boosting wear resistance—vital for parts that endure constant friction.
Higher Fatigue Life
Enhanced properties from sintering enable materials to resist repeated stress, promoting long-term durability and reliability.
Increased Ductility
Through controlled sintering, materials become more flexible and less likely to crack under stress, which is crucial for sustaining structural integrity.
Good Energy Efficiency
Since sintering occurs below the melting point of the material used, it conserves more energy than traditional melting processes.
Superio Magnetic Efficiency
Sintering also betters the magnetic properties of materials compared to casting or machining, making it ideal for applications needing efficient magnetic responses.

Sintering Furnaces for Powder Metallurgy
Different advanced sintering furnaces serve various needs within the advanced powder metallurgy process, such as accurate sintering control for magnetic applications. Below we detail the primary types of furnaces used:
Pusher Furnaces
These furnaces are specifically designed to handle high-volume, consistent production of powder metallurgy parts. Pusher furnaces transport parts through multiple temperature zones to optimize the sintering process.
Conveyor Belt Furnace
The conveyor belt pulley has the ability to continuously sinter large quantities of powder metallurgy parts.
Compared to pusher furnaces, belt furnaces offer a continuous, smooth transport mechanism. This feature reduces handling and minimizes potential damage to parts.

Vacuum Furnaces
Vacuum furnaces perform sintering processes under a high vacuum to prevent oxidation and contamination from atmospheric gases.
Vacuum sintering furnaces can reach higher sintering temperatures, up to 2000°C, but they have a lower batch capacity compared to conveyor belt and pusher furnaces.
The following is a comparison of the main sintering furnaces.
| Sintering Furnace Type | Capacity | Cost Implication | Sintering Time |
|---|---|---|---|
| Pusher Furnaces | About 3 tons per cycle | Initial investment is high; production cost ≈ US$0.41–0.55/kg | Fast (about 3.5 h per cycle) |
| Conveyor Belt Furnace | About 2 tons per cycle | Initial investment is high; production cost ≈ US$0.41–0.55/kg | Fast (about 4.5 h per cycle) |
| Vacuum Furnaces | About 0.2 tons per cycle | Initial & production costs are high; ≈ US$2.07–4.14/kg | Slow (about 20 h per cycle) |
Sintering Atmosphere
The sintering atmosphere affects the mechanical properties, appearance, and production cost of the workpiece. Its main functions are as follows:
- Helps to burn off lubricants and binders in the workpiece
- Reducing the oxide layer on the powder surface
- Controlling the carbon content of the green compact
- Preventing the product from being oxidized
Nitrogen
Often used for its inert properties, nitrogen prevents oxidation during the sintering process, maintaining the purity of powdered metal. It’s particularly common in sintering stainless steel and high-speed steels to avoid unwanted chemical reactions.
Hydrogen
Hydrogen has the characteristics of fast diffusion speed in metals and strong ability to reduce oxides. It is ideal for stainless steel, tungsten and molybdenum.
Argon
Argon is relatively inert and will not react with highly active elements such as titanium and chromium.
Vacuum
A vacuum atmosphere is used to remove air from the sintering process environment, minimizing oxidation and contamination. It’s ideal for sintering advanced materials and components requiring high precision and purity.
Challenge in sintering process
From our extensive experience in the powder metallurgy industry, controlling the product’s shrinkage ratio presents a significant challenge in the sintering process. So we typically create basic molds to test the expansion and shrinkage ratios in new sintering furnaces, significantly reducing the risk of dimensional deviations. However, controlling dimensional changes in every new product type remains a complex task.
BLUE is a professional powder metallurgy company providing a wide range of standard sintered parts with no tooling cost required.
Typical powder metallurgy products include oil pump rotors and gears, water pump pulleys and flanges, shock absorber components, ABS rings, timing belt pulleys, and timing sprockets.
You can explore our Standard Sintered Parts Shop or download Our Product List. We also provide customized solutions tailored to your specific project.
FAQ
What does Sintered Mean?
“Sintered” refers to a material or part that has been produced through the sintering process, where powder materials are heated below their melting point to achieve metallurgical bonding between particles.
Sintering process creates components with high dimensional accuracy, uniform microstructure, and controlled porosity, often used in powder metallurgy for parts such as gears, bushings, and structural components.
What is the Capacity of the Sintering Furnace?
Smaller batch furnaces can manage anything from a few kilograms to several hundred kilograms of material each cycle, making them perfect for specialized or customized production.
In contrast, larger industrial-scale continuous furnaces, like conveyor belt furnaces, are capable of processing several tons of material in a single cycle, making them well-suited for mass production.
What is the Length of Powder Metallurgy Sintering Furnace?
Sintering furnaces differ greatly in length depending on their design and intended use.
Batch furnaces, which are generally utilized for small-scale production, usually measure between 10 and 30 meters.
In contrast, continuous furnaces, aimed at high-volume production, often extend beyond 30 meters to accommodate a steady flow of parts through multiple heating zones.
What is the Usual Mesh Belt Speed of Powder Metallurgy Conveyor Belt Furnace?
Belt speeds in sintering furnaces usually vary from 100 to 130 mm/min.
Adjusting this speed is critical for controlling sintering times accurately, ensuring that parts are exposed to the necessary temperatures for the proper duration.
This precision is essential for achieving optimal densification and the desired mechanical properties of the parts.
Does the Sintering Process Improve Surface Finish?
Usually, sintering leads to a rougher surface on the finished parts.
To get a smoother surface, you often need to do additional processes after sintering, like machining or grinding.
These steps help make the parts look better and function more effectively.