


Electroless nickel plating (ENP) is a technique to deposit a layer of nickel or its alloy on a substance through an autocatalytic chemical reduction reaction. Compared to electrolytic nickel plating, it does not require any external voltage source. The chemical nickel plating has made a great impact on the industrial level within the last 50 years. The developing trend of this process can be estimated from its market value, which reached about USD 2.80 billion in 2024 and is expected to hit USD 3.83 billion by 2033.
Contents
What is Electroless Nickel Plating?
Electroless nickel plating offers corrosion and wear resistance to the components even in harsh conditions where they are exposed to chemicals and moistures. As a result it found its wide applications in various industries such as in textile, metallurgy,and aerospace.The most common reducing agents are hypophosphite, sodium borohydride, and dimethylamine borane.

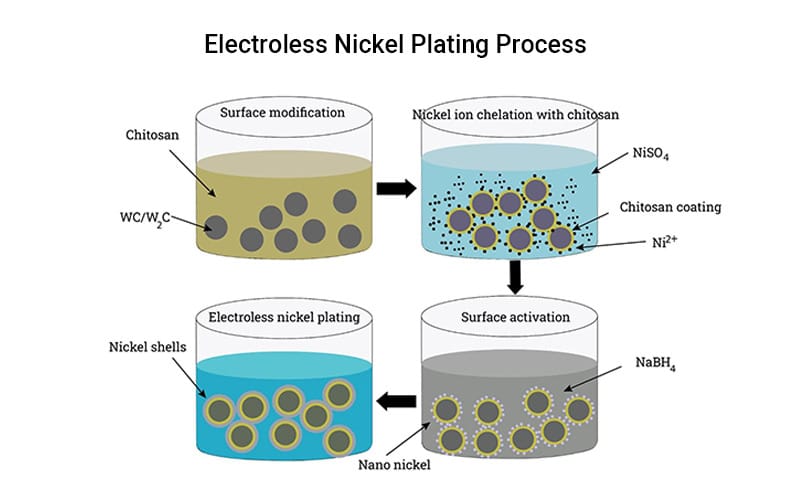
Electroless Nickel Plating Process
Electroless nickel-phosphorus plating is the most common chemical nickel plating. It is deposited through the catalytic reduction of nickel ions using sodium hypophosphite in an acidic bath with a pH of 4.5–5.0 at 85–95°C.
1. Surface Cleaning
In this step, the substance is decreased and cleaned with the help of acidic or alkaline cleaning agents.
2. Activation
To make the deposition effective, surface activation of non-metallic or passivated materials is done. This step:
- Acid etching is typically for metals like aluminium.
- Sensitization and activation are done for non-metals or oxides using stannous chloride (SnCl₂) and palladium chloride (PdCl₂).
3. Chemical Nickel Plating
The substance is immersed in a nickel plating bath for about 15-60 minutes at 195°F. At this stage, Hypophosphite in the plating solution undergoes catalytic dehydrogenation on the surface of the catalytic metal, generating atomic hydrogen [H] and hydrogen ions (H⁺), while being oxidized to phosphite..
H₂PO₂⁻ + H₂O → HPO₃²⁻ + H⁺ + 2[H]
The autocatalytic reaction starts plating:
The process begins with the adsorption of hypophosphite, generating reactive [H] species that release electrons. These electrons reduced Ni²⁺ to metallic nickel:
Ni²⁺ + 2[H] → Ni + 2H⁺
On the surface of the catalytic metal, part of the hypophosphite is reduced to elemental phosphorus and enters the nickel layer, thereby forming a Ni-P alloy coating.
H₂PO₂⁻ + H⁺ + [H] → P↓ + H₂O
4. Post-treatment
It includes rinsing of components in deionized water to remove residual chemicals. In some cases, heat treatment at 300–400°C is done to improve the hardness and crystallinity of the Ni-P alloy.
Chemical Nickel Plating Solutions
Here are electroless nickel plating baths:
Nickel Phosphorus Baths
These baths utilize sodium hypophosphite (H₂PO₂⁻) as the reducing agent. Here is nickel phosphorus electroless nickel plating bath composition:
- Ni²⁺ source (from a Ni²⁺ chelate complex)
- Complexing agents such as citric acid and EDTA (to control free Ni²⁺ concentration)
- Stabilizers and buffers to maintain bath stability and pH.
Alkaline Based
These baths are formulated for non-conductive substrates such as plastics. These baths enable uniform deposition after surface activation.
Nickel Boron Bath
An alternative to phosphorus-based systems, nickel–boron baths use borohydride or dimethylamine borane (DMAB) as the reducing agent.
These coatings offer:
- Higher hardness
- Good wear resistance
- Good conductivity and low porosity
Types of Electroless Nickel Plating
- Low phosphorus electroless nickel plating(2–5%): Provide harder, more crystalline coatings
- Medium phosphorus electroless nickel plating(6–9%): Offers balance of hardness and corrosion resistance
- High phosphorus electroless nickel plating(10–13%) :This coating shows amorphous structure, excellent corrosion resistance
Properties of Chemical Nickel Plating
Corrosion resistance
ENP forms a highly stable nickel-phosphorus matrix, which is highly resistant to corrosion.
No Need for External Electrical Power
Compared to nickel electroplating ,ENP does not require electrical power, electrical apparatuses, or sophisticated jigs.
Hardness and Wear Resistance
ENP shows excellent hardness and wear resistance. It exhibits a hardness of approximately 500- 720HK₁₀₀°. This hardness can be increased up to 850- 950 HK₁₀₀°through heat treatment, usually when heated to 400°C for one hour.
Uniform thickness: ENP is capable of producing uniform thickness coating even on complex geometries. It usually has a thickness of 12 to 25 microns.
Magnetism
Magnetic properties of ENP depend upon the concentration of phosphorus.
Adhesion
Electroless nickel plating ensures excellent adhesion when surfaces are properly. Its adhesion strength is typically.range 350-450MPa.
Thermal Properties
Chemical nickel plating 8,100 30 can maintain integrity and performance even at elevated temperatures. Normally, its max operating temperature is ~200°C but can increase to 400°C after heat treatment.
Solderability
ENP coatings, especially mid- and low-phosphorus, are solderable with minimal surface preparation. Its Ideal solder-wetting angle is <40°
Appearance
ENP coatings have a bright to semi-bright finish depending on bath chemistry and phosphorus content.
Limitations of Electroless Nickel Plating
Higher Chemical Cost
One of the primary drawbacks is the higher chemical cost compared to traditional electroplating processes. ENP is usually costly due to the use of reducing agents like sodium hypophosphite and the need for complex bath formulations.
Brittleness
Due to high phosphorus content, it can exhibit increased brittleness. The brittleness can lead to cracking or delamination under mechanical stress.
Environmental Concerns
The waste of ENP can contain nickel ions and phosphorous compounds that require proper treatment to comply with environmental regulations
Applications of Electroless Nickel Plating
Chemical nickel plating has a wide range of applications, including the powder metallurgy industry, the oil and gas sector, and the automotive field.
Powder metallurgy
Powder metallurgy parts contain pores inside, which are easily infiltrated by acid, alkali solution and chemical plating solution during pre-plating treatment and chemical plating process, and then corroded. In order to obtain a high-quality coating on the surface, it is necessary to perform sealing treatment before plating.

Oil and Gas Industry
In the gas industry, ENP is widely used in valves and flow control components due to its uniform thickness, good corrosion resistance and wear resistance. In these industries, the components face aggressive corrosive and abrasive environments.
Aerospace
In aerospace, ENP is utilized to coat the components where tight tolerances, wear resistance, and corrosion protection are needed. These components include actuators, landing gear, and hydraulic systems.
Automotive
To enhance lubricity and wear resistance, ENP is applied to fuel injection systems, pistons, transmission components, and brake systems.
Electronics
ENP provides excellent solderability and electrical conductivity, making it suitable for connectors and printed circuit boards.
Textile and Tooling
Chemical nickel plating also finds its applications in textiles; it provides extended life and a lubricious and wear-resistant surface for textiles parts . It is applied rollers, dies, moulds, and extrusion components.
The following table shows the difference between electrolytic nickel plating and electroless nickel plating.
| Property | Electroless Nickel Plating | Electroplated Nickel |
|---|---|---|
| Deposition Method | Autocatalytic (no external current required) | Electrolytic (requires external electric current) |
| Coating Uniformity | Excellent; uniform thickness on complex geometries | Poor on complex shapes; edge build-up is common |
| Phosphorus Content | Contains phosphorus (low, mid, or high levels) | Typically does not contain phosphorus |
| Hardness (as-plated) | 500 to 720 HK100 | 150 to 400 HK100 |
| Hardness (heat-treated) | 850 to 950 HK100 | Increases slightly |
| Corrosion Resistance | Superior, especially in high-phosphorus coatings | Moderate; needs post-treatment for high performance |
| Magnetic Properties | Can be non-magnetic (high phosphorus) | Magnetic |
| Surface Finish | Smooth, matte to semi-bright | Bright and reflective |
| Bath Maintenance | More complex; requires chemical monitoring | Simpler maintenance |
| Cost | Higher chemical cost | Lower chemical and operational cost |
| Adhesion to Substrate | Strong on aluminum and non-ferrous metals | Good on conductive surfaces |
| Deposition Rate | 7.5–20 μm/hour | ~25–75 μm/hour |
| Application Suitability | Precision, corrosion resistance, uniform coating | Decorative, general-purpose coatings |
FAQ
1. What is AMS-C-26074 Electroless Nickel Plating?
AMS-C-26074 is an aerospace material specification by SAE that defines the requirements for electroless nickel coatings. Requirements include thickness, hardness, and phosphorus content, primarily used in aerospace and military applications.
2. What is the Color of Electroless Nickel Plating?
Electroless nickel plating typically has a bright, silvery-metallic color. It also shows a slightly gray or bluish tint depending on the phosphorus content.