


In powder metallurgy, compaction is the process of applying high pressure to metal powders into a die using upper and lower punches.
As a core step in powder metal manufacturing, compaction directly affects green compact density, dimensional accuracy, and final part performance.
In this blog, we will explore the details of compaction in powder metallurgy and discuss the different compacting methods.
Contents
Four Stages of Compacting
There are four primary stages to the powder metallurgy compaction process.
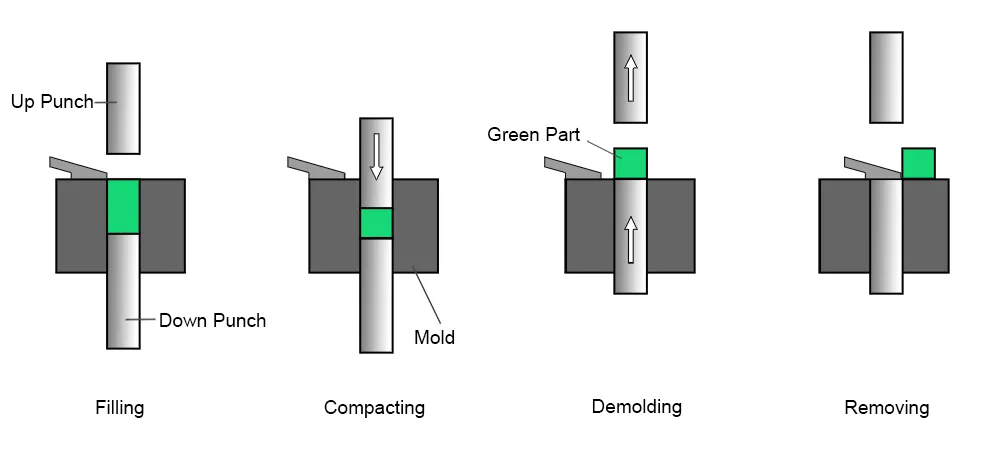
Four Stages of Compacting Process in Powder metallurgy
Filling
First, put metal powder into the die. It is important to fill the mold evenly to ensure the powder metal part with consistent density and mechanical properties.
Compacting
After filling, pressing the metal powder through a punch creates a ‘green compact’ or ‘green part’. This is the shaped piece before it’s heated for full strength and density.
Uniform pressure throughout the powder metallurgy die is important. Because any variations can cause uneven density, which might lead to weak spots and internal cracks in the part.
Also, the applied pressure needs to be strong enough and maintained long enough to bond the metal particles mechanically. This ensures the material retains its shape without damaging the equipment or deforming the part.
Demolding
Half-finished powder metal part are carefully removed from the mold using a down punch and die. This process is refer as demolding. During demolding, what matters most is the time. If too fast, it may cause the half-finished part to tear or have uneven density. If too slow, it will affect the overall production efficiency.
Removing
There are three ways to remove the half-finished parts:
- Manual: For those thinner or hard to remove parts, manual removal is commonly used. These green parts are then moved to the sintering process.
To enhance workplace safety, manufacturers equip their machinery with ABS detection rings. These devices are key in preventing injuries to workers’ fingers.
- Powder box: Green parts are moved by a powder box to a transfer tray, then transported to the next process.
- Automatic: A robotic arm moves components to a specific station or sintering conveyor belt.
Compaction Methods in Powder Metallurgy
Die Compaction
Die compaction applies pressure from a punch in one direction, making it great for producing gears, bushings, and parts for cars. It is efficient and produces consistent, uniform parts in large volumes.
Cold Isostatic Pressing (CIP)
Cold isostatic pressing exerts pressure uniformly from all directions using a fluid medium within a flexible mold. This method ensures uniform density and mechanical properties and prevent the directional weaknesses common in die compaction.
It’s especially useful for making complex shapes and high-density parts required in aerospace and medical fields.
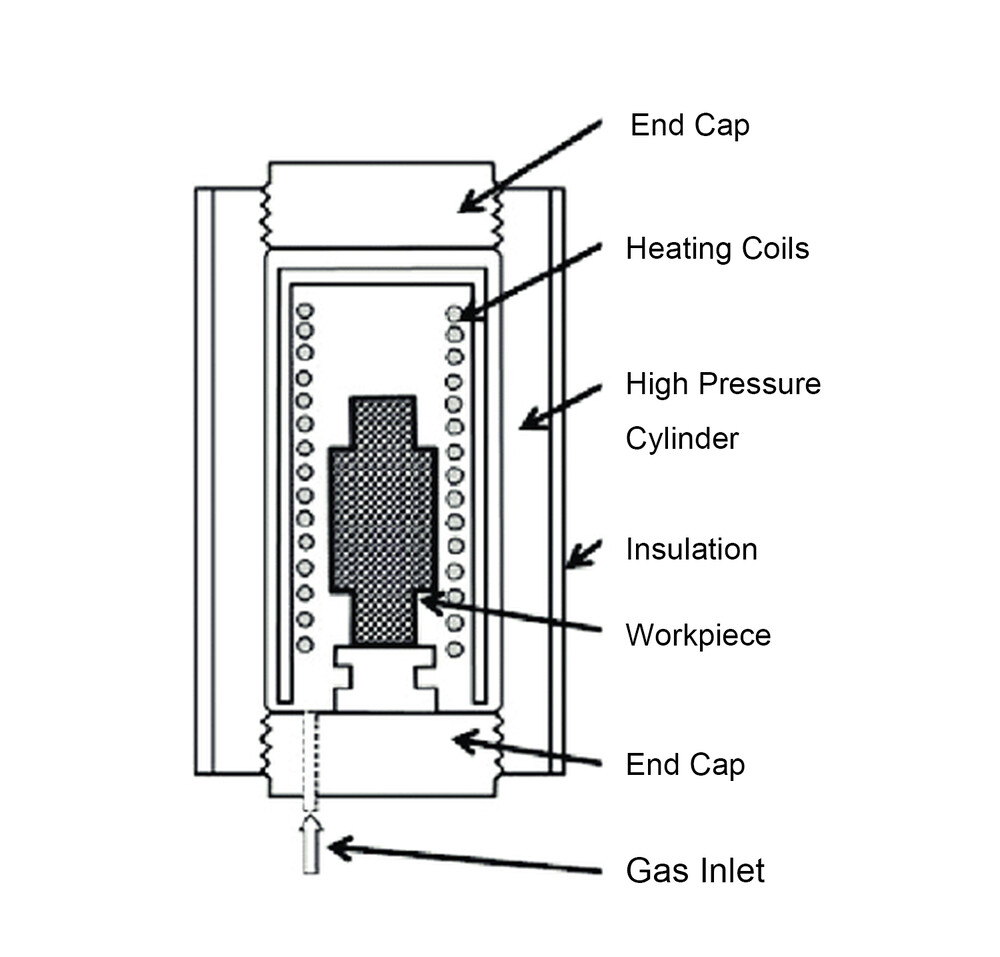
Hot Isostatic Pressing (HIP)
In the hot isostatic pressing process, the green compact is placed inside a flexible, sealed container, typically made of mild steel or stainless steel. This container is then exposed to high pressures and temperatures evenly from all directions inside a pressure vessel. An inert gas, typically argon, heats and pressurizes the container.
HIP is important for manufacturing critical aerospace, nuclear, and medical components that demand utmost reliability and strength.
Compacting Process Conditions
- Pressure
The pressure and how long it’s applied vary based on the metal powder used, the desired density, and the part’s complexity. For instance, aluminum requires less pressure than alloy steel due to its softer nature.
- Lubrication
During powder mixing, lubricants combine with alloy elements to fill gaps between powder particles, thereby improving density and compressibility during compaction.
These lubricants also remain on the mold’s surface during compacting process in powder metallurgy, greatly reducing friction and wear on the mold.
- Compaction Speed
The speed at which the pressure is applied and released can affect the density and integrity of the part. So it’s important to find a balance that maximizes productivity without increasing the risk of defects.
Pros and Cons of Compaction
The following table shows the pros and cons of compaction process.
| Pros | Cons |
|---|---|
| High Material Efficiency: It reduces waste by turning powder into dense materials effectively. |
Limited Material Compatibility: Some materials are not suitable for compacting due to their properties. |
| Complex Shapes This process allows for the creation of intricate geometries that other techniques cannot achieve. |
High Initial Costs The equipment and setup required for compaction are often expensive. |
| High Precision: The process ensures precise dimensions and adherence to tight tolerances. |
Lower Strength: Compacted parts generally have lower strength compared to those made through machining. |
| Customized Properties: Adjustments during the process can tailor material properties to specific needs. |
Porosity Issues: Compacting may introduce porosity in the parts, which can compromise their strength. |
| Energy Efficient: More energy-efficient than melting-based processes. |
Size Limitations: The size of parts is constrained by the capabilities of the press and die used. |
Powder Compaction Equipment
Common powder compaction presses include: mechanical powder press, hydraulic powder press, isostatic press
- Mechanical Compaction Press
Mechanical presses, primarily used for die compaction, ensure precise dimensional tolerances during powder metallurgy compaction process. Known for their high-speed production, these presses are optimal for creating simpler parts.

- Hydraulic Compaction Press
These are versatile, ideal for both die compaction and Cold Isostatic Pressing (CIP). They offer precise pressure control, making them perfect for forming complex profiles and achieving higher densities in die compaction. For CIP, hydraulic presses provide even pressure across a flexible mold, promoting uniform compaction.
- Isostatic Compaction Press
Including both CIP and HIP machines, they are specialized for isostatic compaction methods.
- Automated Feeding Systems
Automated feeding systems deliver powder into the dies with precision and consistency, which matters for maintaining uniform density and quality across all compacted parts.
- Control Systems
Control systems monitor and adjust the compaction parameters in real-time. And it ensure that compaction process adheres to the required specifications.
Below is a comparison of the main compacting equipment.
| Equipment | Advantages | Disadvantages |
|---|---|---|
| Mechanical Compaction Equipment | • High-speed production • Cost-effective for simpler components |
• Limited to less complex geometries • Less flexible in pressure adjustments |
| Hydraulic Compaction Equipment | • Precise pressure control • Suitable for complex shapes and higher densities • Versatile for various compaction methods • Low cost |
• Slower production speeds |
| Isostatic Compaction Equipment | • High density and uniform material properties • Ideal for high-performance applications |
• Very high initial costs • Specialized setup • Slow production cycles |
In China, the primary equipment used for powder metallurgy compaction includes mechanical and hydraulic compactors. When parts require side forming, additional machining steps are necessary.
Half-finished parts from powder compaction process often encounter internal cracks, which are not detectable by visual inspection. These problems usually don’t show up until after the sintering process, which can result in a lot of wasted materials. This problem need to be addressed in the future.
We believe that Isostatic pressing is a promising future technique. However, its widespread adoption is currently hindered by the high costs of the necessary machinery. If the costs could be reduced and production capacity increased, it would certainly be favored by many powder metallurgy manufacturers.
FAQ
1. What is the General Pressure in the Powder Metallurgy Compacting Process?
In powder metallurgy process, compacting pressures vary depending on the metal type and the desired characteristics of the part.
For instance, softer metals typically require pressures between 200 and 400 MPa to ensure effective compaction.
Harder metals such as steel demand higher pressures, ranging from 400 to 800 MPa.
2. What Steps Can Be Taken to Reduce the Porosity of Compacted Parts?
To reduce porosity, optimizing particle size distribution and compaction parameters is crucial. Using techniques like HIP can significantly enhances the diffusion process of bonded metal particles, thereby reducing porosity.
3. What Is the Working Efficiency of Compacting Machines?
Taking the data only as an example of a 25-ton fast-speed compacting machine, the product is in the shape of a round barrel:
Japan compacting machine: 50~60pcs/min
German compacting machine: 40~55pcs/min
American compacting machine: 40-50pcs/min
China compacting machine: 30~40pcs/min
Data is for reference only!
4. Is the Powder Metallurgy Compacting Process Dangerous?
Yes, if done improperly, there is a risk of the mold exploding, eventually causing personal injury. But if you strictly follow the work instructions, this problem can be avoided.
5. What are the Specifications for Powder Metallurgy Compacting process Buckets?
The key depends on the size of the production. Buckets are generally divided into:
- 100kg
- 250kg
- 500kg
- 1000kg