


A valve seat is the hardened ring in the cylinder head that the valve face closes against to seal the combustion chamber and conduct heat into the head. Each valve needs one seat, so the seat count equals the valve count. Most passenger cars have 8–24 valves; for example, a common four-cylinder 16-valve engine has 16 valve seats. Many aluminum heads use replaceable powder-metal or alloy-steel seat inserts for durability.

Contents
Valve Seat Function
Valve seat absorbs the high-speed impact of the valve while providing a durable, heat-resistant surface that ensures tight seal for valves.
This sealing keeps the combustion chamber airtight, which is essential for efficient engine operation.
The exhaust valve seats also conduct heat away from the cylinder head.
Working Environment of Valve Seat
Engine valve seat operates in a very harsh environment, enduring high-impact loads from the valve and exposure to corrosive gases and high temperatures.
High Temperature
The working temperature of a valve seat is extremely high, ranging from 200–450°C for intake valves and 500–800°C for exhaust valves.
Such high temperatures reduce the hardness of the valve seat, causing it to deform and wear out more quickly.
Corrosive Environment
Intake valve seats are exposed to high-temperature oxidizing gases, whereas exhaust valves face high-temperature gas erosion, sulfidation, and oxidation.
High Impact Load
Valve seats endure repeated impacts from the valve. In some large engines, the impact frequency exceeds 1,000 times per minute.
Valve Seat Materials
For valve seats, you can choose from the following materials: powder metallurgy materials, cast iron, forged steel, or ceramic.
Powder Metallurgy Materials
Powder metal valve seats have become increasingly popular due to their cost advantages in mass production, fewer processes, and flexible material design.
However, compared to forged ones, sintered valve seats contain internal pores, decreasing their corrosion resistance and strength.
By utilizing processes such as re-pressing and re-sintering, powder forging, or copper infiltration, the density of the valve seat can be increased to over 7.6 g/cm³, significantly enhancing its performance.

Cast Iron
Low-alloy cast iron material is suitable for low-load engine valve seats, as its operating temperature is relatively low. However, high-load engines operate at higher temperatures and in more corrosive environments. Therefore, you should add alloying elements like Cr, Ni, Co, and Mo to the cast iron. These elements will greatly boost the valve seat’s resistance to high temperatures, wear, and corrosion.
Ceramic
Ceramics have excellent high temperature resistance, wear resistance, and corrosion resistance, and are ideal valve seat materials. Yet, ceramics are difficult to process and have high fabrication costs.
Powder Metallurgy Valve Seat Manufacturing Process
The manufacturing process of powder metallurgy iron-based valve seat includes powder mixing, pressing, sintering, copper infiltration, etc.
Mixing
Mixing combines different metal powders with lubricants and graphite powder. Lubricants improve the fluidity of metal powders and reduce mold wear, while graphite enhances the mechanical properties of sintered parts.
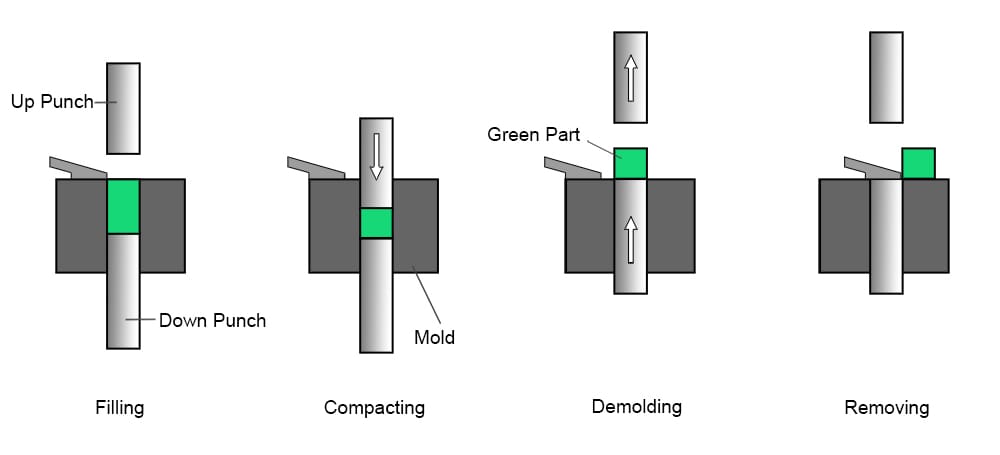
Pressing
Upper and lower punches press the mixed powders into the mold cavity under high pressure. The pressed powder metal valve seat, called the “green compact,” requires further processing.
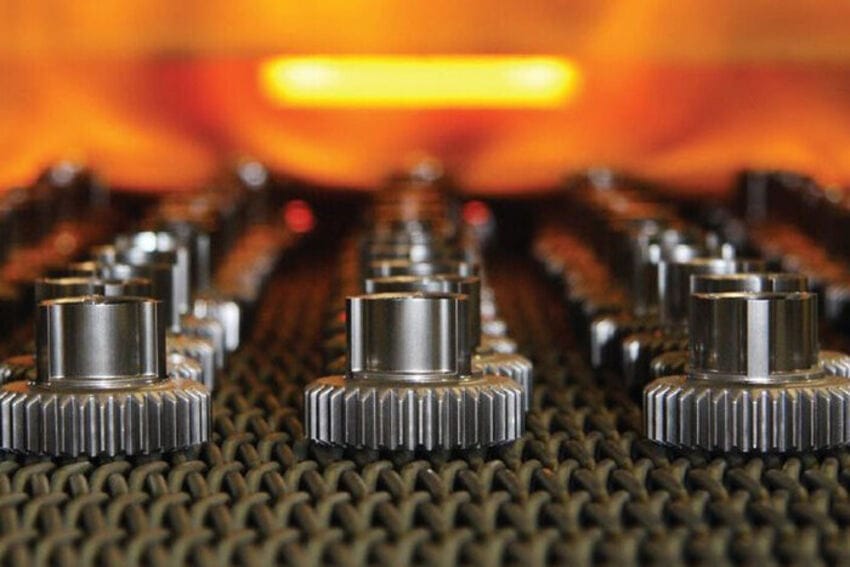
Sintering
Sintering heats the green compact below the metal’s melting point. For iron-based valve seats, the sintering temperature typically reaches 1120 °C. Sintering process bonds the powder particles, giving the valve seat structural integrity, mechanical properties, and physical properties.
Copper Infiltration
Copper infiltration fills the interconnected pores of powder metallurgy parts with molten copper through capillary action. Copper-infiltrated valve seats achieve a density of 7.6 g/cm³ and a hardness exceeding 30 HRC.
Advantages of Sintered Valve Seats
Conventional cast or forged alloy valve seat inserts often wear out prematurely and fail. It is economically and technically advantageous to produce valve seats through powder metallurgy.
Material Design Flexibility
PM has greater materials design flexibility. For example, the addition of alloying elements to iron-based powder metallurgy valve seats enhances their high temperature resistance, wear resistance and rust resistance.
These high-alloy sintered valve seats can be applied to high-power gas engines and diesel engines.
High Material Utilization
Powder metallurgy is a near-net-shape manufacturing process with a material utilization rate of up to 95%, effectively lowering the production cost of valve seats.
Cost-Effective
Sintered valve seats provide cost advantages due to less material waste, fewer processing steps, and lower energy consumption in mass production.
Quality Consistency
The powder metallurgy process allows stable manufacturing control, resulting in high quality consistency across different batches.
Tight Tolerances
The tolerance of sintered valve seat is generally IT8-IT9, and after the sizing process, it can reach IT5-IT7.
BLUE is an ISO 9001:2015-certified powder metallurgy manufacturer with 20 years of experience.
We supply a full range of iron-base powder metal valve seats for automotive engines. Iron-based PM valve seats with optional copper infiltration for better heat transfer and wear life. Sintered valve seats deliver consistent quality, precise dimensions, and cost-effective performance.

FAQ
What are the Causes of Valve Seat Failure?
Assembly failure: Due to improper assembly or excessive tolerance of the valve seat, eccentric wear occurs, which leads to valve seat fracture.
Wear failure: The valve seat is exposed to high temperatures for extended periods, which decreases its hardness and causes it to deform.
Corrosion failure: The exhaust gas discharged by the engine contains corrosive media, which makes the seat surface no longer smooth, increases the friction factor, and intensifies wear.
What are the Effects of Sintering Temperature on Powder Metallurgy Valve Seats?
Iron-based powder metallurgy valve seats sintered at 1120°C achieve a density of about 7.5 g/cm³, a hardness of 86 HRB, and a crushing strength of 220 MPa.
When sintered at 1150°C, the density increases to 7.6 g/cm³, the hardness improves to 92 HRB, and the crushing strength rises to 300 MPa.