
BLUE High Quality Standards
BLUE assures your product quality with ISO 9001:2015 certified quality management system. We provide a one-year warranty on your metal injection molding products.

Free Mold Design
With over 20 years of expertise in mold design, BLUE offers free, high-precision mold design services to meet your customized needs. Let our experience work for you!
OEM/ODM Services
Using advanced equipment, we provides free mold design based on your drawing and offers assistance with your cotomized product processing.











Designing
MIM parts design needs to consider numerous factors such as material selection, part geometry, wall thickness, sintering shrinkage, etc.
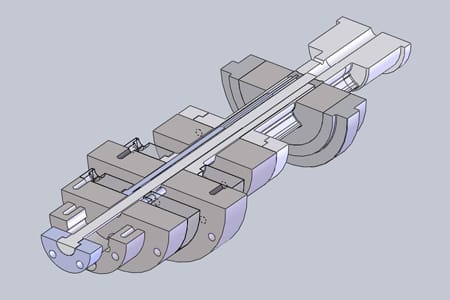
Tooling
The feedstocks enter the hopper, pass through the feed barrel, and are injected into the mold by the injection molding machine to form green parts.
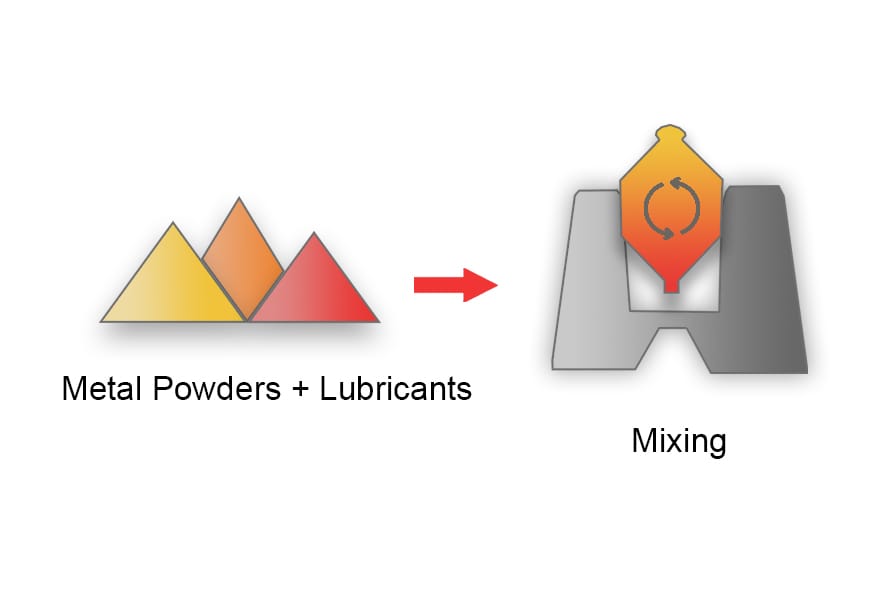
Mixing
Metal powder and binder are mixed in a ratio of 60:40 to form the raw material, called "feedstock". Binder makes metal powder have better fluidity and adhesion.
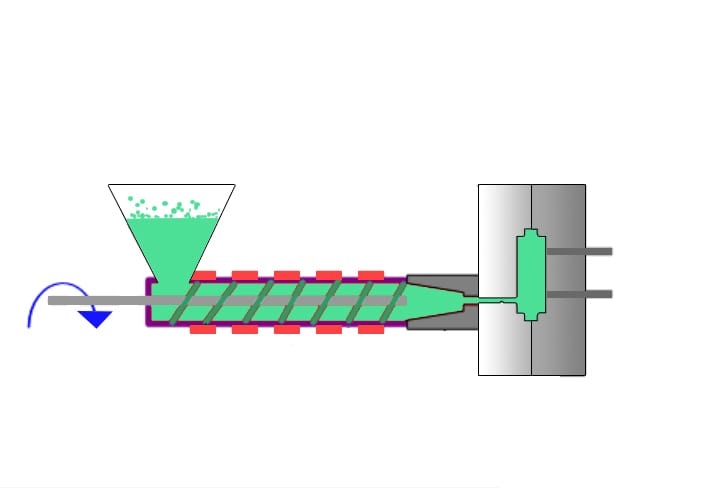
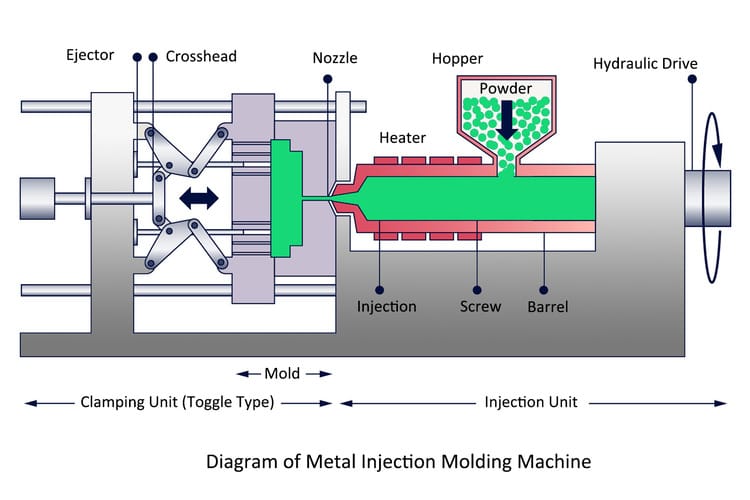
Injecting
The feedstocks enter the hopper, pass through the feed barrel, and are injected into the mold by the injection molding machine to form green parts.
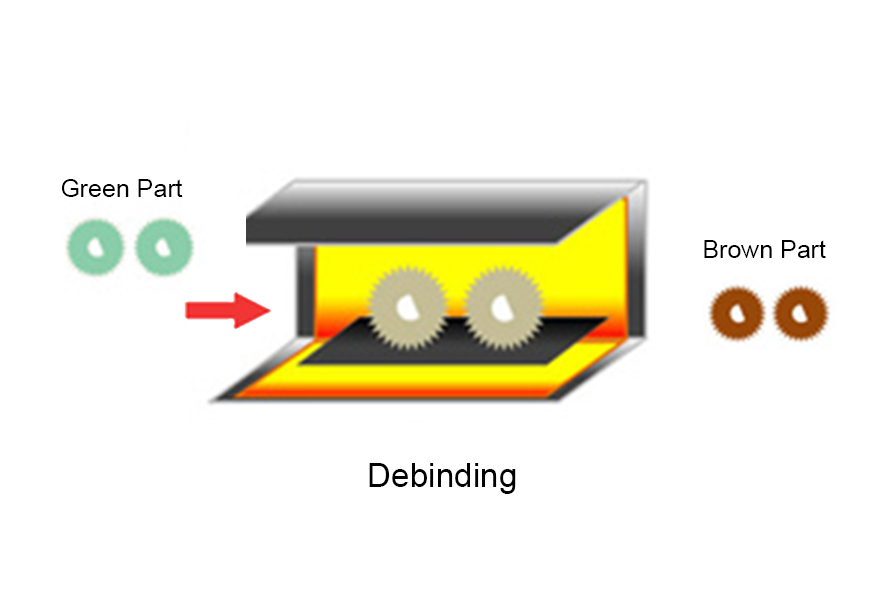
Debinding
Debinding is to remove the binder in the green parts. Debinding processes include thermal debinding, solvent debinding, catalytic debinding, etc.
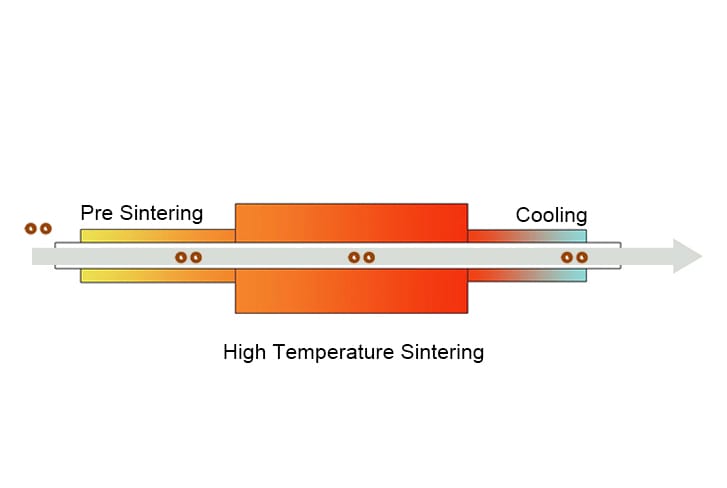
Sintering
Sintering heats the components to a temperature below its melting point in a controlled atmosphere to obtain the desired mechanical properties.

PM Tooling
BLUE has over 20 years of experience in powder metallurgy tooling design and production, with a service life of up to 500,000 cycles.
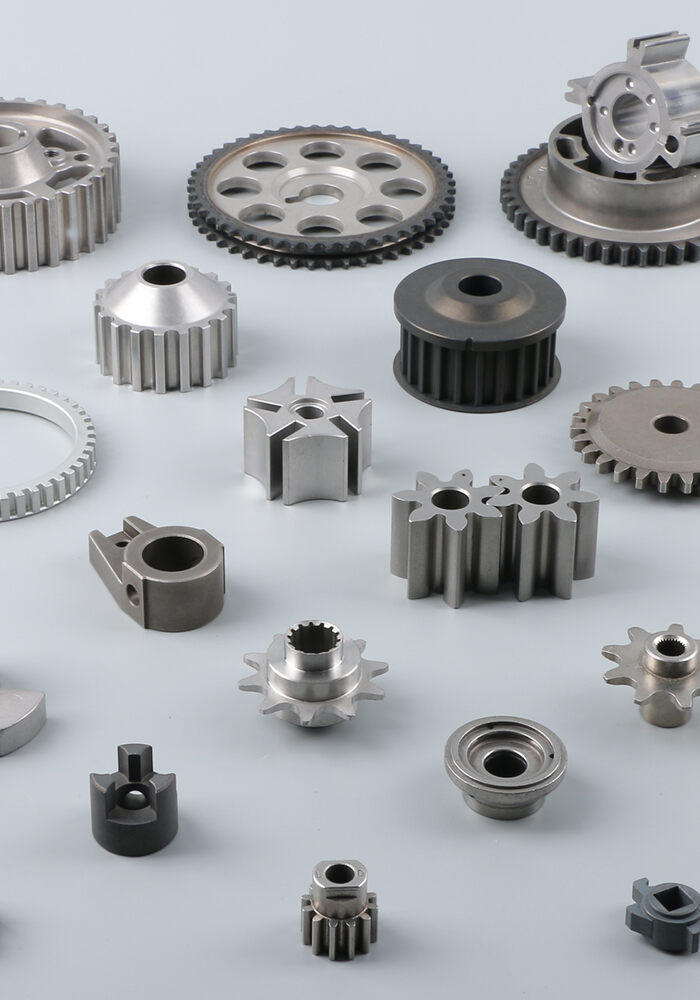
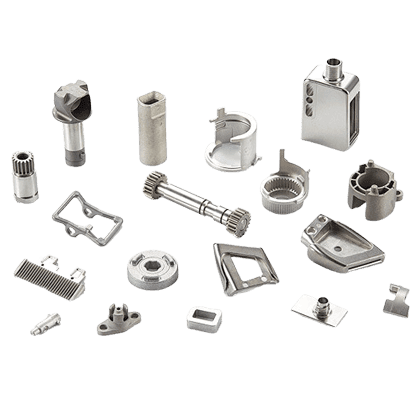
PM Parts
BLUE offers high-precision, strong powder metallurgy parts, customized to meet strict quality standards for various applications.

Sintered Filters
BLUE's sintered filters are designed to resist corrosion, so it can perform reliably and durable even in harsh chemical environments.

Sintered Ceramics
BLUE's sintered ceramics offer excellent resistance to high temperatures and corrosion, along with good strength, hardness, and surface finish.
