


Conventional powder metal iron-based parts generally have a density of 7.0 g/cm³. How can you improve the density of powder metal parts? There are several methods below:
Warm compaction is a cost-effective way to increase the density of sintered parts to 7.4 g/cm³.
If you use secondary pressing and sintering, you can increase the density of powder metallurgy parts to 7.2–7.6 g/cm³, though this raises costs by about 70%. With copper infiltration, you can also achieve densities of 7.2–7.6 g/cm³, while keeping the cost increase around 35%. Powder forging lets you reach even higher densities of 7.6–7.8 g/cm³, but it can roughly double your costs.
Contents
History of Warm Compaction
Warm compaction is a powder metallurgy technique commercialized in the 1990s to achieve higher green densities than conventional pressing. By heating the powder or tooling, the process improves compressibility and final part strength. Initially advanced by companies like Hoeganaes with Ancordense™ powders, warm compaction became popular in the automotive industry for making structural parts like gears and VVT components.
Warm Compaction Process
Blending
During blending process, metal powders like iron, steel or copper are mixed with lubricants and binders to achieve a uniform composition. Lubricants help reduce friction during pressing and make it easier to release the compact from the die.
Heating
For powder delivery, special powder storage funnels, powder delivery tubes and powder boxes are used, and these components are heated to 130°C. The temperature variation needs to be controlled within ±2.5°C.
When the temperature exceeds 130°C, the powder flowability and bulk density deteriorate. The upper punch is usually heated with a belt resistance heater, and the middle die is usually heated with a tube heater at a temperature of about 150°C. The lower punch and core rod generally do not need to be heated.
Pressing
The warm powder is loaded into a heated die cavity and pressed under high pressure, usually 400 to 800 MPa. The high temperature helps the powder particles to rearrange and slightly plastically deform, resulting in a green compact that is denser and stronger than cold-pressed.
For iron-based parts, the green density of warm-pressed compacts is usually around 7.3 g/cm³, which is higher than conventional cold-pressed compacts.
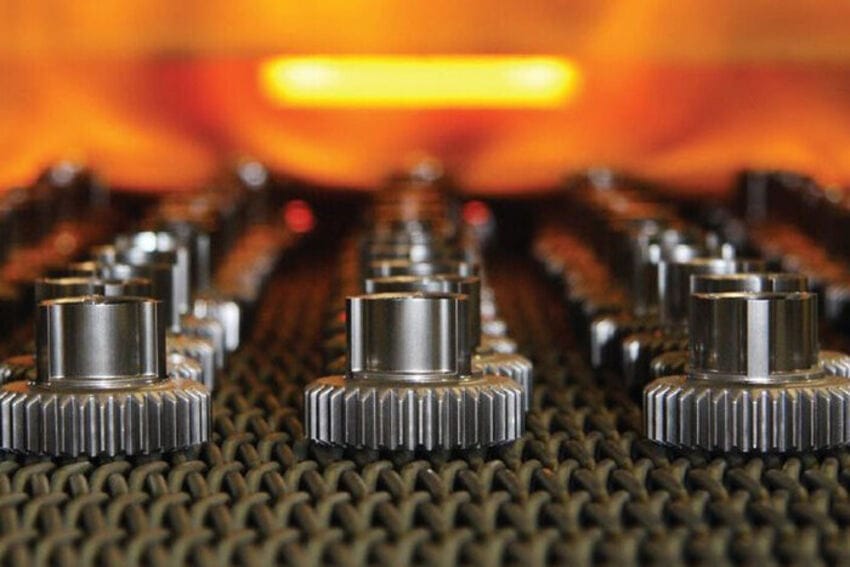
Sintering
Finally, the green compact is sintered. It is heated to high temperatures in a sintering furnace, typically 1120-1150°C for iron-based materials. During the sintering process, the metal particles are metallurgically bonded, significantly increasing mechanical strength and reducing porosity. After sintering, the parts may require additional processes such as sizing, heat treatment, surface finishing or machining to meet final dimensional and performance requirements.
How Warm Compaction Works
Warming the powder mix raises the lubricant’s effectiveness, cutting friction both among the particles themselves and between the particles and the die wall. Lower internal friction lets powder grains rearrange more easily, while the reduced die‑wall drag helps the pressing force spread evenly and leads to a more uniform density.
Moreover, the increase in temperature also improves the plastic deformation ability of the metal powder. The synergy of these effects boosts the final green density.
Advantages of Warm Compaction
Low cost
Warm pressing is a low-cost technology to obtain high-performance iron powder metallurgy parts.
Increase density
The density of iron-based powder metallurgy parts can usually reach 7.2-7.6g/cm³ by using warm pressing technology. This is 0.15-0.3g/cm³ higher than the traditional one-time pressing and sintering process.
Increase strength
Compared with traditional powder metallurgy processes, the fatigue strength of parts made by warm pressing can be increased by 10%-40%, and the ultimate tensile strength is increased by 10%. When powder metal parts are warm pressed and sintered and then moderately re-pressed, their fatigue properties are equivalent to those of powder hot forgings.
Reduce demolding force
Using warm pressing process, the demolding force is reduced by about 30%.
Uniform Density
Gear parts prepared by warm pressing process. The density difference between the tooth and the root is 0.1-0.2g/cm³ lower than that of conventional pressing process.
Applications of Warm Compaction
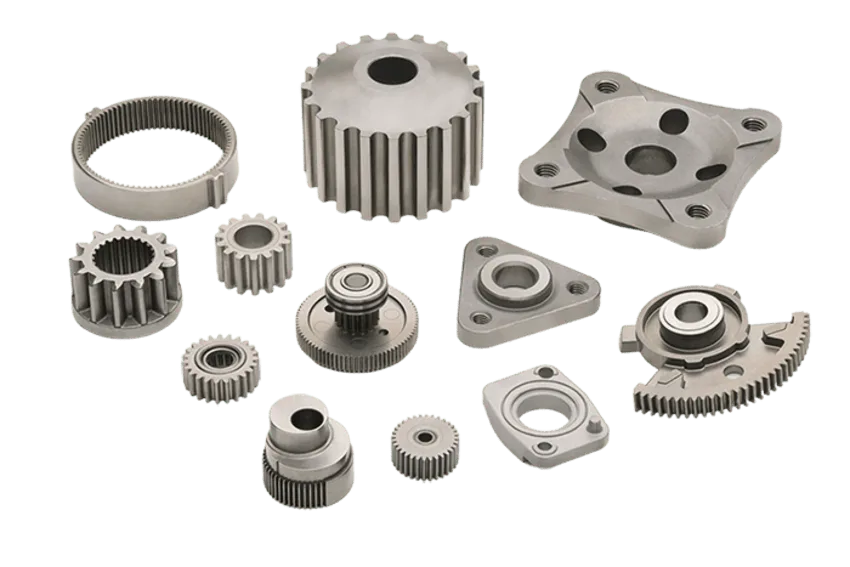
Turbine hub
Using warm compaction process, the density of turbine hub can reach more than 7.25g/cm³. The tensile strength of warm compacted turbine hub can reach more than 800MP. Compared with forging, it eliminates machining and heat treatment processes, and reduces costs by 30%.
Gear
Powder metallurgy gears produced by warm compaction process have the advantages of low cost, high density, uniform performance and high precision.
Common ones include automotive transmission gears, oil pump gears, cams, sprockets, synchronizers, steering turbines, engine gears, power tool gears, helical gears for gearboxes, etc.

Powder Metallurgy Magnetic Materials
The warm compaction process significantly improves the magnetic properties of materials due to the increase in material density, so it is also used for powder metallurgy magnetic materials. Such as fluorescent lamp ballasts, transformer cores, low-frequency filters and choke cores.
FAQ
What is Warm Die Compaction?
During the warm die compaction process, manufacturers heat only the die (usually to 60–110 °C) without preheating the powder.
The working mechanism of warm die compaction is similar to that of warm compaction. However, due to the lower temperature, the green density achieved is slightly lower. The green density in warm die compaction is typically 0.05–0.15 g/cm³ higher than that of dry compaction, reaching up to 7.4 g/cm³. Thanks to the high green density and the low lubricant content (0.2%–0.6%), the green strength can reach as high as 35 MPa.