
BLUE High Quality Standards
BLUE assure the quality of your sintered synchronizer hub with an IATF 16949: 2016 certified quality management system. Free samples are available for testing.

Standard PM Parts Shop
BLUE has a full range of standard PM parts in stock for fast delivery. Visit our standard parts shop to find the exact match for your applications.
OEM & ODM Services
With over 20 years of expertise in designing and manufacturing powder metallurgy parts, BLUE provides OEM and ODM services for you.
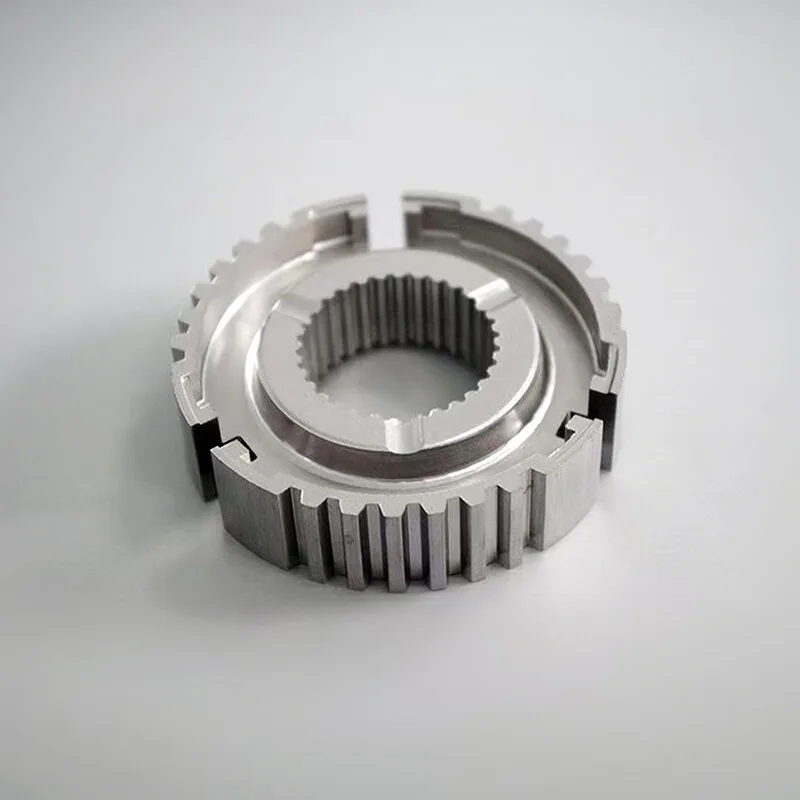
Powder Metallurgy Synchronizer Hub
Powder metallurgy synchronizer hub has high internal and external spline profile accuracy and can be precisely matched with the output shaft.

Sintered Synchronizer Hub
Sintered synchronizer hub uses D39, FC-0205, SMF4040 and other raw materials, and can be formed into the final shape in single pressing.

Powder Metal Synchronizer Hub
The hardness of the powder metal synchronizer hub tooth surface can reach 40HRC after heat treatment.





