


Metal additive manufacturing is one of the various branches of additive manufacturing which has emerged as a revolutionary force in modern production. It is often referred to as metal 3D printing, and it is at the forefront of high-value, precision engineering. Contrary to traditional subtractive methods, metal 3D printing builds objects layer by layer, thereby reducing waste and unlocking design freedom. From aerospace to healthcare, industries adopt this technology for its speed and efficiency. Here, we’ll see what metal additive manufacturing is, how it works, the technologies, the metals used, benefits, challenges, and applications.
Contents
What is Metal Additive Manufacturing?
Metal additive manufacturing is a 3D printing process that joins metal parts by fusing the metal material layer by layer from a 3D model CAD (computer-aided design) file. This process ensures manufacturers produce lightweight, strong, and complex components with minimal material waste.
The origins of metal 3D printing can be traced back to the late 1980s, involving two pioneer researchers, Dr. Carl Deckard and Dr. Joseph Beaman. In 1986, Deckard filed a patent for Selective Laser Sintering (SLS), which marked a significant growth for metal additive manufacturing. Other researchers continued in the process of refining and developing various 3D printing techniques which led to an exponential market growth.

Metal Additive Manufacturing Market Survey
According to recent market survey reports, the metal additive manufacturing market is projected to grow by USD 18.66 billion within the period of 2024 to 2029. This means it is forecasted to have a Compound Annual Growth Rate, CAGR of 29.7%. This is driven by an increasing demand for techniques like Selective Laser Melting (SLM) and Electron Beam Melting (EBM). In addition to its high use in industries such as aerospace, automobile, and healthcare, across North America, Europe, the Middle East, Africa, South America, etc.
Metal Additive Manufacturing Technologies
There are several technologies that power the metal 3D printing process, each suited for different applications, precision levels, materials, and production scales. Understanding how each process works is essential to choosing the right technique for a specific application. Below are the five main types:
Powder Bed Fusion (PBF)
Powder Bed Fusion (PBF) is one of the most widely used techniques in metal additive manufacturing. It works by spreading a thin layer of metal powder (typically 15–45 µm) using a roller or recoater, and selectively fusing it using a heat source (either laser or beam). The platform then lowers, and another layer of powder is applied, repeating the process according to data from a 3D model until the final part is complete.
The process occurs in an inert atmosphere, often nitrogen or argon, to prevent oxidation and ensure part integrity. PBF is known for its ability to create highly detailed parts with excellent mechanical properties. According to the International Standards (ISO), it is recognized as Laser Beam Powder Bed Fusion (PBF-LB). There are three primary variations under this category:
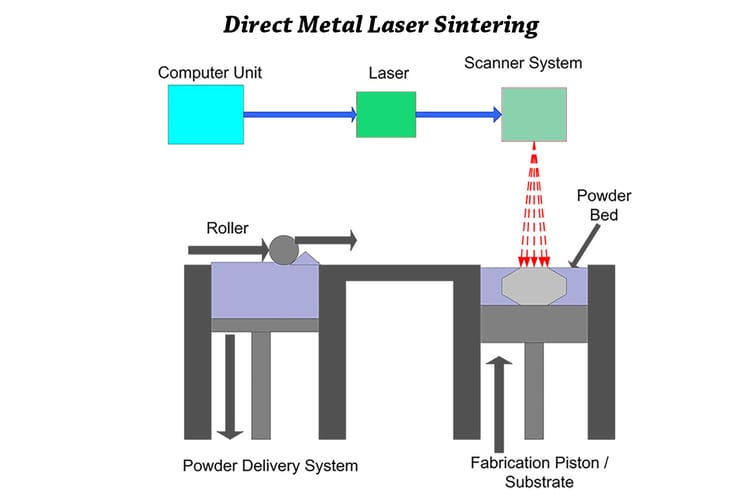
Direct Metal Laser Sintering (DMLS)
Direct metal laser sintering is a laser-based PBF method that uses a high-powered laser to sinter metal powder particles (typically 15-45 µm) by heating them just below their melting point to form a solid layer. DMLS builds the part layer by layer directly from a digital file, in a sealed build chamber filled with an inert gas like argon or nitrogen to prevent oxidation during melting.
This process is ideal for producing parts with complex internal geometries, fine details, and tight tolerances. The materials commonly used are stainless steel, titanium alloys, aluminum, nickel-based superalloys, and cobalt-chrome. It is frequently used in aerospace, medical, and industrial tooling applications where precision is critical.
Direct Metal Llaser Sintering Advantages and Disadvantages
Advantages
- It produces highly detailed and accurate parts
- The process is excellent for fine internal features and lattice structures
- It produces parts with density and strength
Disadvantages
- DMSL requires support structures for overhangs
- A post-processing step is often needed for surface finishing
- It is limited to relatively small build volumes
Selective Laser Melting (SLM)
SLM follows the same process as DMLS, it completely melts the metal powder to form a fully solid and dense structure in line with the CAD file. The process starts by cutting the data set into layers (typically 20-60 µm thick), where each layer forms a cross-section through the component. A layer of powder is deposited onto the build and a laser scans the cross-sections, then melts the powder in those areas.
The parts produced have superior mechanical strength, which are useful in aerospace engines, as orthopedic implants, and structural automotive components. Common materials used include titanium, aluminum, and stainless steel.
Advantages of Selective Laser Melting
- SLM produces parts with excellent mechanical properties
- It is considered highly suitable for load-bearing components
- It offers a great deal of geometric freedom.
- The component properties can be improved through SLM.
Disdvantages of Selective Laser Melting
- It is more sensitive to thermal stress and warping
- The need for a higher energy input may increase build time and cost
- It requires precise control of laser parameters and scanning paths
Electron Beam Melting (EBM)
EBM uses an electron beam instead of a laser to melt metal powder in a vacuum chamber. Electron beam melting process takes place at high temperatures; hence, the particle sizes are larger with thicker layers (50–120 µm), which improves the build speed. In this process, a stream of electrons, guided by a magnetic field, melts the powdered material, layer by layer, to form the 3D object according to the CAD model.
The produced parts are strong, lightweight components with excellent material properties, making it a popular choice in aerospace, defense, and biomedical industries. Common materials used include titanium alloys, nickel-based alloys, cobalt-chrome alloys, etc.

Electron Beam Melting Advantages and Disadvantages
Advantages
- It is faster than SLM
- It has reduced residual stress
Disadvantages:
- The process requires highly skilled operators
- The surface roughness is typically higher than laser-based systems.
Binder Jetting for Metals
In Binder Jetting, a liquid binding agent is deposited onto a bed of metal powder and glued together layer by layer. The process is done by depositing fine droplets of the bonding agent onto the powder bed, then a new layer of powder is placed onto the build, followed by the bonding agent. This is repeated layer by layer until the geometry is formed; excess is cut out, and the green part is taken for post-processing (debinding first, then sintering or infiltration).
Sintering heats the part just below its melting point to bond particles, while Infiltration introduces a secondary metal (e.g., bronze) to fill voids in the part and achieve a dense solid. Binder jetting is used to make jewelry, accessories for the film industry, replacement parts for army troops, large sand-casting cores, and molds. The commonly used materials include steel, copper, titanium, ceramics, and sand.
Advantages of Binder Jetting
- It offers high-speed printing
- It is scalable for mass production
- The process is cost-effective with conventional metal powders
Disadvantages of Binder Jetting
- It requires shrinkage allowances during sintering
- The mechanical properties depend on the sintering quality
- The process may require additional finishing steps
Directed Energy Deposition (DED)
In DED, a focused energy source (laser, electron beam, or plasma arc) melts the deposited metal powder or wire as it’s being deposited onto a surface. Some DED systems are hybrid, combining additive and subtractive operations in one machine to accommodate the need for post-processing steps.
This method is generally excellent for repairing existing parts, adding features, or producing large-scale components with near-net shapes. The common materials include titanium, stainless steel, and nickel alloys.
Pros:
- It is compatible with a wide range of materials
- The hybrid options support ready machining
Cons:
- Surface finish often requires post-machining
- Geometric complexity is limited due to the line-of-sight process
- It has a lower resolution compared to PBF
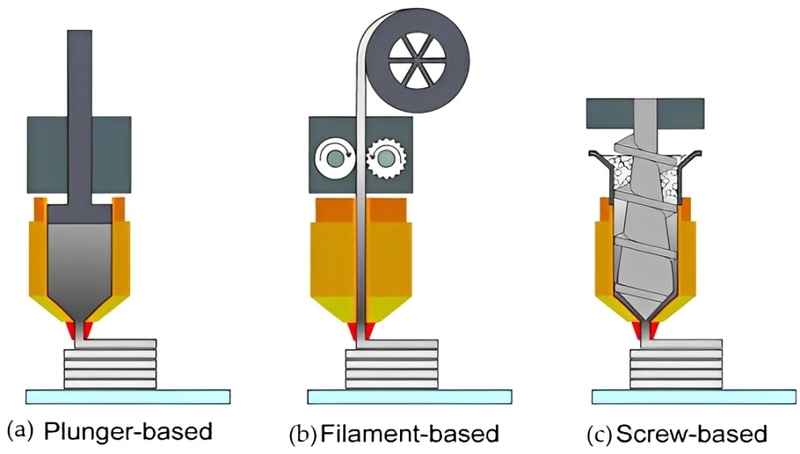
Material Extrusion
A thermoplastic material mixed with metal particles (filament or paste) is pushed through a heated nozzle and deposited in 2D slices, layer by layer. It goes through post-processing steps such as debinding and sintering to achieve a dense solid.
Material extrusion is based on polymer extrusion techniques (e.g., FDM), it is cost-effective and suitable for prototyping, functional parts, and low-volume runs. Materials commonly used include polymers and thermoplastics like PTA, PETG, composites, plastic pellets, ceramic clay, etc.
Pros:
- The systems are compact and user-friendly.
- The equipment costs less, hence, lower operating costs.
- Ideal for educational, dental, or small manufacturing setups.
Cons:.
- It requires post-processing (debinding/sintering).
- It has limited material options.
- The mechanical strength may not match that of PBF parts.
Sheet Lamination
This technique builds 3D objects by bonding metal sheets, layer by layer, using adhesives or ultrasonic welding, with each sheet precisely cut to shape before being joined. The process is done by feeding the sheets onto the build, bonding them layer by layer while cutting simultaneously according to the 3D model.
Sheet lamination is based on techniques like LOM, SDL, UAM, and it is a fast but cost-effective process. The materials used include paper sheets, plastic films, and metal foils; it is suitable for prototyping, architectural models, educational tools, aerospace, and automotive components.
Sheet Lamination Advantages and Disadvantages
Advantages:
- It produces low material waste
- It is known for fast printing speeds
- This process is suitable for embedding sensors or wiring between layers
Disadvantages:
- Unfortunately, it has lower mechanical strength
- The production is limited to simple geometries
- It requires additional machining for fine details

Metals Used in Additive Manufacturing
The choice of metal greatly influences the mechanical properties of the printed part, therefore, the metals used are chosen based on properties like corrosion-resistance, strength, and ductility. Popular metals include:
Stainless Steel
It is cost-effective, corrosion-resistant, and used for functional prototypes or tools.
Titanium
Its lightweight and strength is excellent for aerospace and medical implants.
Aluminum
It is known for its high strength-to-weight ratio, perfect for automotive and aerospace parts.
Inconel & Nickel Alloys
It is resistant to heat and corrosion, widely used in turbine engines and chemical plants.
Cobalt-Chrome
It is used to produce dental and orthopedic implants because it is very biocompatible..
Benefits of Metal Additive Manufacturing
Design Freedom
It can create geometries that are impossible with traditional methods such as internal channels, lattice structures, undercuts, overhangs, and complex curves.
Rapid Prototyping
It reduces product development cycles by printing fully functional prototypes in a matter of hours or days in contrast to weeks when using traditional methods.
Lightweighting
This method removes excess material and uses topology optimization to create lightweight, structurally efficient, extremely thin parts with strong walls.
Tool-less Production
It comfortably eliminates the need for molds or dies, especially useful for low-volume production or custom parts.
On-Demand Manufacturing
It reduces inventory and enables distributed production, printing parts where and when they’re needed. It is also easy to implement design changes where needed.
Material Efficiency
Metal AM produces near-net-shape parts, dramatically reducing material waste compared to machining.
Challenges and Limitations
High Initial Costs
The high operational cost is not just because metal 3D printers and powders are expensive, it also requires a lot of knowledge and skill.
Build Volume Constraints
Many systems have limited part sizes, and it is better used for producing small batches.
Surface Finish Issues
The parts often require post-processing (e.g., machining, polishing), however, this greatly depends on the type of technique used. For example, DMLS will need stress-relief treatments due to the internal stress built from the rapid heating and cooling.
Material Limitations
Not all metals can be processed using additive manufacturing.
Certification Requirements
Critical industries like aerospace and medical demand rigorous testing and validation, because of the possibility of hazards like health problems from skin contact or inhalation if not properly handled..
Metal Additive Manufacturing Applications
Aerospace
- Turbine blades, brackets, heat exchangers, and rocket engine parts.
- AM reduces weight, lowers fuel consumption, and allows parts to be printed as a single unit, reducing failure points.
Healthcare
- Custom orthopedic implants, dental crowns, and surgical tools.
- It enables patient-specific solutions, improving fit, comfort, and outcomes.
Automotive
- Engine components, custom exhausts, and heat exchangers.
- It is used in motorsports and concept cars for high-performance or prototype parts.
Energy and Industrial
- Components for oil rigs, turbines, valves, and heat-resistant fixtures.
- Metal AM can rapidly produce spare parts on demand in remote areas.
Future Trends in Metal Additive Manufacturing
Bioprinting
Printing of organs and tissues for surgical transplantation which will further mitigate the shortage of organ donors and improve regenerative medicine.
AI and Generative Design
AI algorithms used to optimize parameters, design parts more efficiently, and ensure quality control.
Powder Recycling
Closed-loop systems that reuse unused powder to reduce costs and health dangers from environmental impact.
Multi-Material Printing
Creating objects that are complex and multi-functional in one single print, such as electronics, prosthetics, etc.
Decentralized Production
Printing near the point of use on factory floors, hospitals, schools, marketplaces, or even space stations.
FAQ
What File Formats Are Compatible With Metal Additive Manufacturing Printers?
The most common file format is STL (Stereolithography), OBJ, STEP, and 3MF are also used, especially when more complex data (like color or multiple materials) is needed. These files are processed through slicing software before printing.
Other compatible files include:
.gcode – Also known as .g or .gco; it is the file extension for files containing G-code data.
.VRML – Vermal; a WRL file extension.
.X3G – Proprietary file format used by Makerbot; it is a binary file.
.AMF – Additive Manufacturing File Format
.FBX – Proprietary file format owned by Autodesk and can be converted to STL.
.PLY – Polygon file format usually generated by 3D scanners.
What Is The Best File For 3D Printing?
The best file for 3D printing depends on the desired result. STL is best for 3D printing when it comes to simple prints, while OBJ is best for storing colours, textures, and describing geometries.