


A gear is a toothed mechanical component that meshes with other gears to transmit motion and power, enabling precise control of speed, direction, and torque in mechanical systems. Gear manufacturing includes processes such as machining, casting, forging, powder metallurgy, and extrusion, each offering unique advantages for specific applications. Understanding these methods is important for optimizing costs, shortening production cycles, and achieving desired mechanical properties in gear components.

Contents
Types of Gears
The following sections introduce common types of gears, along with their structures, functions, and typical applications.
Spur gears
One of the most common types of gears produced is spur gears. These are manufactured using various methods, of which the most common are gear shaping and gear hobbing. Spur gears are known for their efficiency and low axial loads, which simplify bearing arrangements. But spur gear produces loud noise during operation that’s why it is not suitable for applications where quiet operation is required.
Helical Gears
Another type of gear produced through gear manufacturing is a helical gear, known for its twisted teeth structure along its cylindrical shape. These gears offer a quieter and smoother operation compared to spur gears. Not only do these gears offer low-impact load, they require precise manufacturing due to their complex geometry. Helical gears include CNC machining for precise twisted teeth manufacturing through hobbing and gear milling. These gears are used in high-load applications such as industrial machinery and automotive transmissions.
Bevel Gears
Bevel gears usually come with cone-like shapes, making them suitable for applications where a change in the direction of motion between shafts is required. These shafts intersect each other mostly at a right angle. Bevel gears are considered suitable for working under both low-speed and high-speed operations. These are manufactured specifically by using face milling, face hobbing, shaping, grinding, and, for some internal forms, broaching. These gears are used in differential drives, power tools, and various machinery.
Worm Gears
Worm gears usually have two components: a worm wheel and a screw-like gears both of which mesh with each other at 90-degree angle. These gears are generally inefficient at high speeds due to significant sliding friction but are suitable for applications requiring high torque and compact designs. As a result, these are used mostly in conveyor drives, hoists, elevators, winches, and steering systems. These gears offer a self-locking system as they face much friction. To obtain a precise teeth geometry of these gears, they are manufactured through gear hobbing and cutting methods in CNC machining.
Rack and Pinion Gears
As the name suggests, the rack and pinion gears consist of two gears: the rack gear and the pinion gear. These gears are suitable for converting rotational motion into linear motion along a parallel axis. Rack and pinion systems are well known for their effective and controlled linear motion. The most common methods for manufacturing such gears are gear milling and gear form cutting.

Different Gear Manufacturing Processes
Gear Machining Process
Gear machining process is used for producing final usable gears; it may be implemented for manufacturing gears from scratch or refining already manufactured gears through various processes explained earlier.
Gear Hobbing
Gear hobbing is a machining process where the teeth of a gear are created by cutting with the help of a hob. This process requires high skills for precision cutting.
Gear Shaping
Gear shaping machining is used for manufacturing both internal and external gears. The process includes a reciprocating cutter shaped like a pinion, rack, or single-point tool. As a result, material from the gear blank is gradually removed to form the desired tooth dimension.
Gear Broaching
Gear broaching is also a fast and efficient gear machining process. The process uses a multi-tooth broach tool embedded with cutting edges. This method is highly effective for producing internal gears and spline profiles. The method is considered high-volume manufacturing, where consistency and speed are essential.
Gear milling
The gear milling is done by using a rotating cutting tool for developing teeth on a gear blank. Gear milling is used in combination with CNC, known as CNC milling machines. Multi-axis CNC milling has enabled the precise and efficient machining of complex gear profiles.
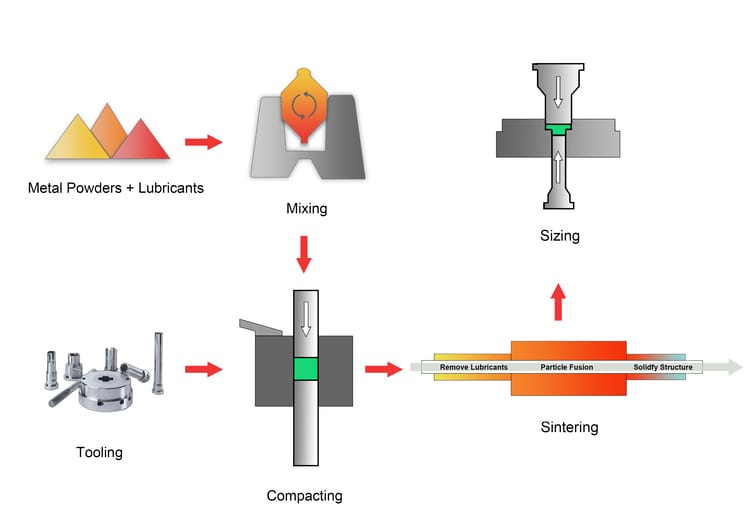
Powder Metallurgy
Powder metallurgy is a near-net-shape green manufacturing process that generates minimal material waste. The powder metallurgy process uses metal powders as raw materials, which are compacted in dies and then sintered to produce the final parts.
Powder metallurgy gears feature high tooth profile accuracy and often require no secondary machining, offering significant cost advantages for high-volume production.
Powder metallurgy gears are commonly used in:
-
Automotive transmissions (e.g. synchronizer hubs, oil pump gears)
-
Small appliances
-
Power tools
-
Office equipment
-
E-bike drives
Casting
This method is considered ideal for the production of large-diameter and complex blank gears in large volumes. Although casting process produces durable and cost-effective gears, it is not suitable for gears where high precision and accuracy are required. Casting is used in gear manufacturing mainly for large or low-cost gears, but it is less common than cutting methods like hobbing. These gears produced here are tooth-free, which then undergo a machining process for creating teeth of the desired shape and orientation.

Gear Manufacturing by Casting Process
- For manufacturing a gear through casting a mold of the desired shape is first prepared.
- The molten metal is poured down into the mold.
- When the metal has cooled down, the blank gear is ready.
- This blank gear undergoes machining for teeth generation.
Types of Casting
Here are the general types of casting based on the mold material:
- Die casting
- Sand casting
- Permanent mold casting
Forging
Forging is another gear manufacturing process for gears with small-medium diameter and high fatigue resistance in automotive transmissions and differential gear. Since forging is performed through hammering and heating in a precisely shaped die, the gears produced possess high durability and can operate reliably under stress. Gears manufactured through this process are used in heavy machinery such as in agriculture, automotive and aerospace.

Forging Process
Material Selection
For forging a gear, first of all, the suitable material for gears is selected depending upon the desired strength, durability and application of the gear.
Billet Cutting
Since the raw material here is used in the form of a billet, the billet is cut down into the desired length determined by the gear size.
Heating the Billet
Now the billet is heated above the recrystallization temperature of the material to mold it into a specific shape. Heating not only enhances the malleability of the material but also prevents cracking during forging.
Die Preparation
The die of the required shape is also prepared, which typically has a geometry reversed compared to the final gear shape.
Forging Operation
As the billet reaches a suitable temperature, it is placed on the lower part of the die, and the upper part of the die is placed on the billet with high pressure.
Heat Treatment
After the forging process is complete, the gear is further heated for further refining its shape and geometry. This is done through quenching and tempering.
Final Machining
In order to achieve accurate dimensions, surface finish and tolerance, the gear is subjected to machining.
Extrusion
Extrusion is a micro gear manufacturing process implemented where simple and less complex gears need to be produced. Cold or warm extrusion is mainly limited to miniature gears, splines, and constant-profile racks; for standard cylindrical gears, cutting processes. The process is cost-effective and implemented for producing small gears, such as in electronics and appliances.
Extrusion Process
Material Selection
The process of extrusion begins with selecting a suitable feed metal, typically in the form of a billet or ingot.
Billet Preparation
Once the billet is prepared, it is loaded into the extrusion press. If the gear is being made via hot extrusion, the billet is preheated to a specific temperature range suited to its material type.
Cold Extrusion
For cold extrusion, the process is carried out at room temperature, so preheating is not required. The billet is positioned in the container, and all surfaces are cleaned to avoid contamination during extrusion.
Extrusion Process
Now the billet is subjected to extrusion, where a ram or screw exerts high pressure to force the heated or room-temperature billet in a custom-designed die.
Gear Blank Formation
This die contains a precise opening that shapes the metal into a preliminary gear form or gear blank.
Gear Manufacturing Post-Processing
Grinding
Grinding is a common finishing process in gear manufacturing, where a rotating abrasive wheel removes material to achieve precise dimensions and surface quality.
Lapping
Lapping is the finishing process for producing a smooth surface by using abrasive particles on the surface. Lapping is considered ideal for applications where high dimensional tolerance is required.
Honing
Honing is also an abrasive finishing process which is used not only to improve surface finish but also for the performance of the gear. In this process, a small grinding stone or abrasive wheel is applied to the gear’s surface to remove minor imperfections. As a result, the gear obtained has a refined geometry and a finer finish.
Shaving
Shaving is the finishing process where a small amount of metal is removed from the teeth of a gear and the spacing. The angle and profile of teeth are refined. Although shaving delivers excellent results, it is often more expensive than other finishing techniques.