


Direct metal laser sintering (DMLS), which is also known as direct laser metal forming (DLMF), is a 3D manufacturing technique. This technique uses a high-power laser in order to micro-weld the powder of metal alloy and create a 3D object in a layer-by-layer fashion with the help of computer-aided design.
One of the most exceptional advantages of this technique is to produce components that do not have any defects and are free from residual stresses. As a result, it is widely used in the manufacturing of various components in the aerospace, electronics, and automotive industries.

Contents
Direct Metal Laser Sintering Process
CAD Modeling
The DMLS process starts with creating a 3D model of the desired part using CAD software. The CAD-created file is imported to Computer Aided Manufacturing(CAM) software. In CAM, it is sliced into thin horizontal layers (typically 20 microns thick) to assist the layer-by-layer manufacturing of components.
Powder Spreading
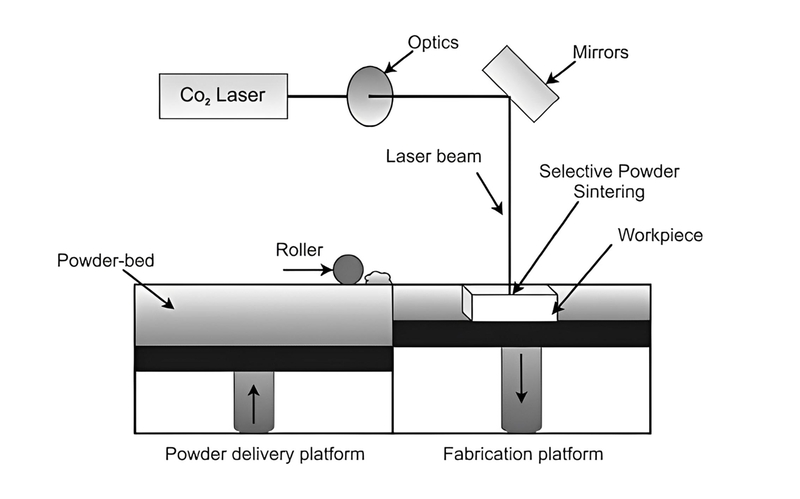
A recoater blade is used to spread the metal powder across the build platform.
Laser Sintering
A powerful laser of up to 1,000 W laser scans the powder bed at a speed of 7 m/s and creates cold welds among powder particles according to the CAD design. The powder particles are heated just below their melting point by the laser beam. As a result, particles sinter into a solid part.
Lowering the Build Platform
After the first layer of metal powder is sintered, the build platform lowers by one layer thickness, usually 20 microns.
Spreading the Next Layer
Now, a new layer of powder is spread over the previous one, and the laser scans the new layer.
Steps 1–4 are repeated until the entire part is built layer by layer from bottom to top.
Cooling
After the build is complete, the part is allowed to cool inside the chamber. Cooling of components prevents thermal shock and helps relieve internal stress.
Powder Removal and Post Processing
The excess, unsintered powder is brushed or blown away from the build platform and often recycled.
After completing the whole process, the support structures are manually removed. Finishing operations may include heat treatment, machining, or surface polishing, depending on requirements.
Direct Metal Laser Sintering Machine
- Control Unit: This basically contains the software and electronic systems that process STL files, control scanning patterns, and manage the movement of lasers and build platforms.
- Build Chamber: This chamber possesses an inert environment, typically using argon gas. It contains build platforms and laser sources.
- Laser Source: Usually, a fiber laser is used, which is responsible for delivering energy to sinter the metal powder selectively.
- Galvanometer Mirrors: These are the fast moving mirrors that steer the laser beam precisely across the powder bed.
- Powder Bed System There are two power bed systems in the DMLS machine:
- Build Platform: Moves down layer by layer as the part is built.
- Powder Supply Platform: Holds fresh metal powder.
- Recoater Blade or Roller: Spreads a new layer of powder across the build platform after each layer is fused.
- Powder Handling System:This controls the delivery, recovery, and recycling of unused powder.
Direct Metal Laser Sintering Materials
Titanium (Ti6Al4V)
Titanium alloy Ti6Al4V is one of the most widely used metals in DMLS. It shows an outstanding strength-to-weight ratio, corrosion resistance, and biocompatibility. The titanium powder is used in DMLS when lightweight and durable components are required for aerospace and medicinal instruments.
Inconel 718
Inconel 718 is a nickel-based superalloy. It is engineered to perform under extreme heat and mechanical stress. It can maintain strength and oxidation resistance even at temperatures exceeding 700°C. Due to its remarkable properties, it is used in DMLS for manufacturing the components of aerospace, energy, and high performance automotive sectors.
Stainless Steel 316L
Stainless Steel 316L is an austenitic chromium nickel molybdenum alloy. It is known for its excellent corrosion resistance, ductility, and mechanical strength. It is frequently used in medical, industrial, and tooling applications.
Aluminum Alloy (AlSi10Mg)
AlSi10Mg is a lightweight aluminum alloy that shows excellent thermal conductivity, moderate strength, and good fatigue resistance. It is ideal for applications that require weight reduction with high performance, such as automotive frames, drone parts, and heat exchangers.
Direct Metal Laser Sintering Uses
Aerospace: In aerospace the components with complex geometries and light weight are manufactured using direct metal laser sintering. It includes components such as turbine blades, brackets, and engine housings.
Automotive: The automotive industries also benefit from DMLS by its capacity to rapidly produce functional prototypes and high performance components. It is utilized to manufacture parts like engine parts, brake systems, and exhaust manifolds.
Tooling and industrial applications: DMLS is used to create molds with conformal cooling channels, custom dies, and precision jigs and fixtures.
Medical: DMLS is also widely used in the medical field for producing high-precision, patient-specific components. It is utilized to manufacture Ti-6Al-4V alloy condylar plates, titanium-based dental implants, and dental crowns.

Direct Metal Laser Sintering: Advantages and Disadvantages
Direct metal laser sintering is an advanced additive manufacturing technique, which has advantages such as high design freedom, high material utilization, and rapid prototyping. However, DMLS also has some limitations, such as high equipment investment and product size restrictions.
Advantages of DMLS
High design freedom
Its designing freedom Enables the production of complex, intricate geometries
Excellent material properties
It uses materials that produce strong, functional metal parts
Minimal material waste:
Its efficient use of metal powder results in less scrap compared to other casting techniques
Customization friendly
Direct metal laser sintering is Ideal for personalized or patient-specific components.
Efficient for low-volume production
When using DMLS for manufacturing components, there is no need for tooling or molds.
Disadvantages of DMLS
High equipment and material costs
It uses expensive machines and metal powders
Slow build speeds
Time-Consuming for large or dense parts
Extensive post-processing required
The process is followed by post-treatment such as support removal, heat treatment, and surface finishing.
Size limitations
Restricted by the build volume of the printer
DMLS vs. SLM
The table below provides a detailed comparison between Direct Metal Laser Sintering and Selective Laser Melting.
| Feature | Direct Metal Laser Sintering (DMLS) | Selective Laser Melting (SLM) |
|---|---|---|
| Laser Spot Size | Typically around 40 microns, especially in smaller systems | Ranges between 80 and 160 microns |
| Number of Lasers | Uses 4 lasers | Equipped with 12 lasers |
| Adjustable Layers and Beam | Fixed layer thickness and laser size | Offers flexibility in layer height and laser size |
| Smallest Detail Possible | Can produce features as small as 100 microns | Minimum detail size is approximately 140 microns |
| Material Consistency | Produces parts with uniform properties in all directions | Also achieves consistent material properties throughout the part |
| Cooling Requirement | Parts must be cooled after printing | Cooling is necessary after printing |
| Support Structures | Support is required during printing | Needs support structures as well |
| Maximum Build Size | Limited to 400 x 400 x 400 mm | Can handle larger builds up to 600 x 600 x 600 mm |
| Power Consumption | Operates around 400 watts | Typically uses around 1000 watts |
| Typical Uses | Common in the medical field, especially for dental and implant devices | Preferred in industries like aerospace and automotive |
| Surface Finish Quality | Produces surfaces with roughness between 8–20 microns Ra | Usually results in smoother finishes, about 5–15 microns Ra |
FAQ
1. What are the Advantages of DMLS Over Traditional Manufacturing?
For complex, low-volume, or custom parts, DMLS offers significant advantages over traditional manufacturing, such as reduced material waste, faster prototyping, and elimination of tooling costs.
2. Is Selective Laser Sintering(SLS) the same as DMLS?
DMLS and SLS are both laser-based 3D printing techniques, but they are not same. DMLS works with metal powders, while SLS is used for ceramic, plastic, and glass.