


Traditional stainless steel manufacturing processes usually use casting or forging. However, cast stainless steel parts usually face many challenges, such as high processing difficulty, low dimensional accuracy, rough surface, design restrictions, and internal defects such as segregation, shrinkage or sand holes. Forged stainless steel has poor plasticity and is difficult to form.
Compared with traditional casting and forging processes, sintered stainless steel has significant advantages, including lower sintering temperature, near-net shape manufacturing, excellent dimensional accuracy, high material utilization, and uniform and fine microstructure. These advantages have made it widely used in industries such as machinery, chemical, marine engineering, automobiles, and instrumentation.

Contents
What is Sintered Stainless Steel?
Sintered stainless steel is a material produced through powder metallurgy, in which fine stainless steel powders are compacted under high pressure to form a precise geometry.
The resulting green compact is then subjected to sintering in a controlled atmosphere sintering furnace at a temperature below the alloy’s melting point. During sintering process, diffusion mechanisms facilitate metallurgical bonding between powder particles, resulting in a dense and mechanically robust component with the desired physical and mechanical properties.
Types of Stainless Steel
Austenitic
Typical representatives are 304L and 316L, which retain the face-centered cubic matrix, remain essentially non-magnetic, and exhibit the best corrosion resistance. Austenitic stainless steels are easy to process and weld
Ferritic
For example, 409L, 410L and 434L have a body-centered cubic lattice when solidified and do not contain nickel to stabilize austenite. They have low raw material costs, good oxidation resistance and soft magnetic properties at high temperatures, and are therefore widely used in ABS sound wheels, exhaust flanges and home appliance brackets.
Martensitic
Martensitic stainless steels have high mechanical strength and hardness, mainly 410 and 420. This type of stainless steel has a high carbon content and will transform into hard martensite after oil quenching or gas quenching and tempering. However, the corrosion resistance of martensitic stainless steel is lower than that of austenitic and ferrite
Sintered Stainless Steel Manufacturing Process
Conventional Powder Metallurgy Process
The conventional powder metallurgy process for stainless steel is as follows:
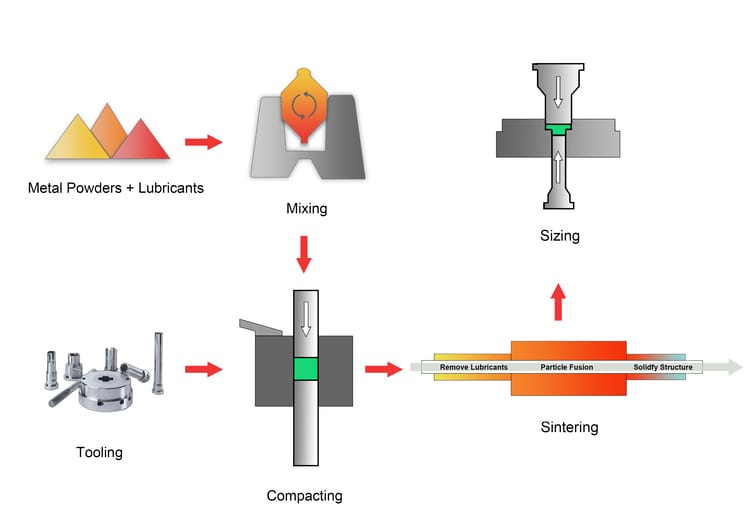
Mixing
During powder mixing, we add lubricants to stainless steel powders to improve the performance of the parts during pressing. These additives reduce friction between powder particles and against the die walls, lower ejection forces, and help achieve higher green density. Common lubricants we use include stearic acid, zinc stearate, lithium stearate, and paraffin.
Compacting
In the powder compaction process, stainless steel powder is pressed into the die cavity under high pressure to produce a green compact with defined shape, size, porosity, and strength.
Because stainless steel is a high-alloy material with hard particles and low compressibility, higher pressing pressures are required, typically ranging from 500 to 800 MPa.
Powder Metallurgy Sintering
Sintering is one of the most important steps in the manufacture of sintered stainless steel. It plays a decisive role in the microstructure and final performance of the stainless steel sintered body. Using the traditional powder metallurgy sintering method, the temperature of sintering stainless steel is 1250℃. This process is usually completed under vacuum or inert gas protection atmosphere.
Warm Compaction
In powder metallurgy, warm compaction mixes metal powder with a specialized lubricant and heats the blend to a specific temperature, usually between 100°C and 180°C. The preheated powder is then placed into a heated die and compacted.
This method is widely recognized in powder metallurgy process for producing parts with higher density and better mechanical properties. Compared to cold compaction, warm compaction achieves greater green density and green strength while requiring lower pressing pressures. Typical improvements include an increase in green density of 0.15 to 0.3 g/cm³ and a 50% to 100% boost in green strength.
Metal Injection Molding Process
Metal Injection Molding (MIM) is a near-net process capable of producing stainless steel parts with complex geometries and high mechanical properties. Compared to conventional press-sintering methods, MIM overcomes challenges such as low density and low strength. MIM parts can typically achieve 95% to 99% of theoretical density, tensile strength over 500 MPa, and elongation over 45%. Stainless steel MIM parts can be made with an accuracy of ±0.3% to ±0.5%.
However, MIM uses fine metal powders, which have high material costs.
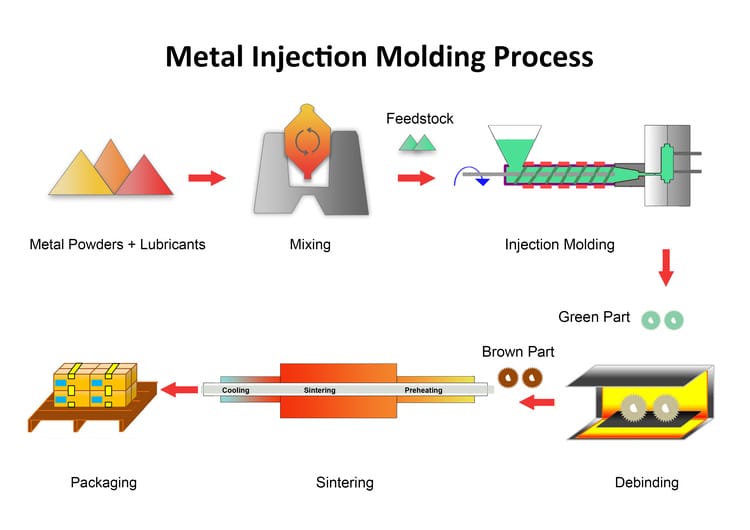
Mixing
The process begins by mixing fine stainless steel powder with an organic binder system, typically in a ratio of about 60:40. The binder can be paraffin-based, oil-based, or polymer-based. This mixture (called feedstock) is then heated and pressed into a mold under high pressure.
Injection Molding
The feedstock is fed into an injection molding machine, heated, and pressed into a mold under high pressure. This step produces a “green part” that is consistent with the shape and size of the final part.
Debinding
Binder removal can be achieved by thermal debinding, solvent extraction, capillary debinding, or catalytic processes. For stainless steel, thermal debinding is the most common method.
If the binder is not completely removed, defects such as blistering, cracking or oxides, carbon or carbides may remain, which will negatively affect the sintering stage.
MIM Sintering
Sintering completes the densification, transforming the brittle green parts into solid metal parts. MIM generally uses higher sintering temperatures than traditional powder metallurgy processes, which helps achieve higher density and mechanical strength.
According to Sung’s research, 17-4PH stainless steel powder and binder were mixed in a ratio of 60:40, then injection molded at a pressure of 300 kg/cm² and thermally debinded. Increasing the sintering temperature from 900°C to 1350°C in a hydrogen atmosphere can increase the relative density of the parts from 61% to 99%, and the tensile strength is also improved.
Isostatic Pressing
Applications of Sintered Stainless Steel
Filtration and Fluid Control
Sintered stainless steel has excellent corrosion resistance and can withstand corrosive chemicals, high temperatures, and repeated cleaning cycles. Therefore, you’ll often find sintered stainless steel filters used for gas and liquid filtration and flow regulation.

Automotive Parts
Sintered stainless steel parts can withstand corrosion from road salt, exhaust gases, and lubricants while maintaining the dimensional accuracy required for safety-critical components. Common sintered stainless steel automotive parts include gears, sprockets, sensor rings, ABS tone wheels, bushings, and exhaust components.
Medical Devices
Engineers often use MIM stainless steel to manufacture surgical instruments, endoscopic tools, implant housings, and orthodontic brackets. Sintered stainless steels such as 316L and 17-4 PH offer good biocompatibility and are suitable for the production of precision medical parts in medical applications.
Consumer Products and Electronics
Metal injection molded stainless steel is used to manufacture smartwatch cases, decorative hardware, appliance components, and small mechanical parts. It not only provides a high-quality surface finish for visible parts but also allows you to achieve complex geometries without expensive machining.
Looking for high-quality sintered stainless steel parts?
BLUE is your trusted powder metallurgy manufacturer in China, backed by 20 years of expertise. We specialize in both conventional powder metallurgy and metal injection molding, supplying precision components for automotive, motorcycle, power tool, and filtration applications.
- Over 100,000 standard parts available — no tooling fees required
- Custom powder metallurgy solutions
- Reliable quality, competitive pricing, and fast turnaround