BLUE Quality Standards
BLUE assures your product quality with ISO 9001:2015 certified quality management system. We provide a one-year warranty on your products.

Standard Parts Shop
With over 20 years of expertise in mold design, BLUE offers free, high-precision mold design services to meet your customized needs. Let our experience work for you!
OEM/ODM Services
Using advanced equipment, we provides free mold design based on your drawing and offers assistance with your customized product processing.

PM Parts
BLUE offers high-precision, strong powder metallurgy parts, customized to meet strict quality standards for various applications.

MIM Parts
BLUE's MIM parts feature flexible designs and top strength, produced with consistent quality for complex requirements.

Sintered Filters
BLUE's sintered filters are designed to resist corrosion, so it can perform reliably and durable even in harsh chemical environments.

Sintered Ceramics
BLUE's sintered ceramics offer excellent resistance to high temperatures and corrosion, along with good strength, hardness, and surface finish.











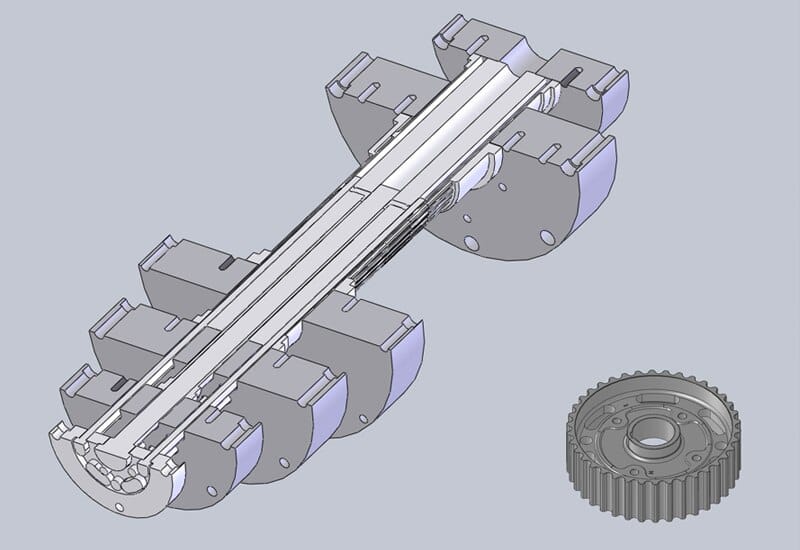
Designing
Mold design is a critical process that must consider the desired part geometry, material properties, production volume, and cost-effectiveness.

Tooling
Powder metallurgy tooling includes upper and lower punches, die, and core rod. The mold needs to have excellent strength, hardness and wear resistance.

Mixing
Mixing is the process of blending metal powder with binders to improve its uniformity and fluidity, promoting better material consistency.
Compacting
Conpacting is a process that presses metal powder into mold cavity through powder compaction machine to get a green compact part.

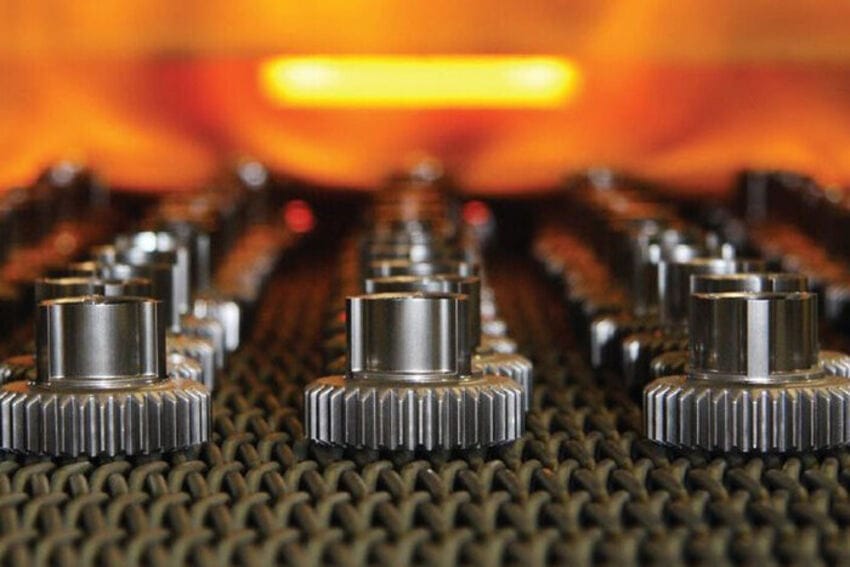
Sintering
Sintering heats the green compact to a temperature below its melting point in a controlled atmosphere to obtain the desired mechanical properties.
Sizing
Sizing corrects dimensional deviations after sintering and enhances product accuracy. It requires an additional, simpler set of molds compared to the forming mold.

Tumbling
Tumbling removes burrs and flash from a part's surface by vibrating it with abrasive media, such as stone or ceramic, resulting in a smoother finish.

Machining
Machining can achieve complex shapes that cannot be pressed by powder metallurgy, such as transverse holes and screw threads.

Blackening
Blackening process, or steam treatment, forms an oxide layer to prevent rust and increase hardness, offering a cost-effective solution.

Hardening
Hardening enhances the material's strength and hardness through carburizing or nitriding, resulting in improved wear resistance and fatigue life.

Inspecting
The inspecting process is always a critical step that ensures quality and performance through BLUE inspection standards before shipping.

Packaging
BLUE's packaging process uses anti-rust paper, vacuum, blister and other methods to ensure that the product is intact during transportation.








- Compacting
- Sintering
- Inspecting
- Machining
- Packaging

Compacting
25T-150T Compacting Machines

Compacting
300T Compacting Machine

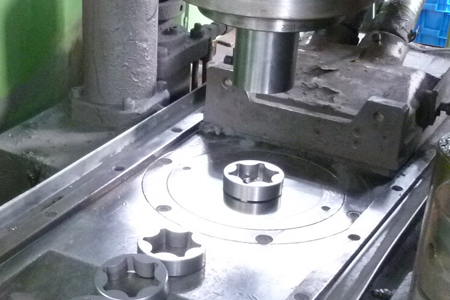
Compacting
Pressing Oil Pump Rotor

Compacting
Robot Grabbing

Oil Pump Rotor
Oil pump rotor is composed of an inner and outer rotor and is responsible for distributing lubricating oil throughout the engine.
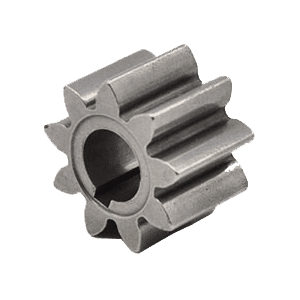
Oil Pump Gear
An oil pump gear is a core component in oil pump that pressurize and circulate oil throughout an engine's lubrication system.

Oil Impregnated Bushing
Oil-impregnated bushings are self-lubricating bearings made via powder metallurgy that release oil during operation to reduce friction.
Water Pump Flange
Water pump flange is a connecting element on a water pump that allows for secure attachment to pipes or other components.

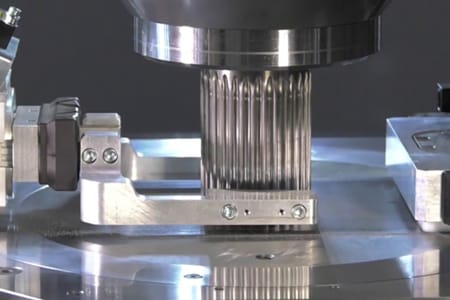
Timing Pulley
A timing pulley is a toothed wheel that meshes with a timing belt to synchronize the movement of engine or mechanical components.

Water Pump Pulley
Water pump pulley works with the belt to circulate coolant throughout the engine to maintain optimum operating temperature.

ABS Ring
ABS ring is a toothed ring on the wheel hub or axle that works with ABS sensor to detect wheel speed for anti-lock braking system.

Sintered Filter
Sintered filters are porous components formed by pressing or vibrating powder particles, followed by the sintering process.

Sintered Muffler
Sintered silencer is a cost-effective solution to aerodynamic noise and can also filter impurities in the gas.

Powder Metal Gear
Powder metal gears are made from metal powders that are compacted and sintered to form solid parts with tight tolerance.
Synchronizer Ring
Synchronizer ring is a part in manual transmission that helps match gear speeds for smooth shifting.
Valve Guides
Valve guides are cylindrical bushings in engine that provide a stable path for the valves and maintain their alignment during operation.

Powder Metallurgy in Automotive Applications
With the advancement of technology, powder metallurgy in automotive applications is becoming more widespread. Do you know how many powder metal parts are in an

Powder Metallurgy Applications in Power Tools
Power tools make everyday work tasks a lot easier. Today, power tools are moving towards being compact, lightweight, and safe. This naturally goes hand in
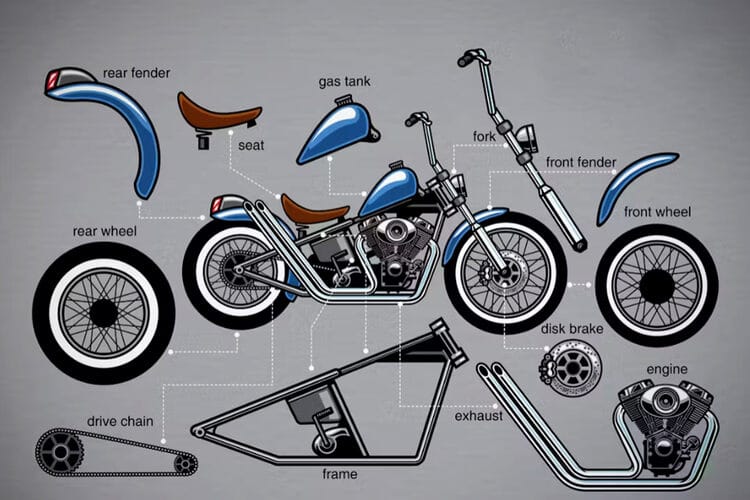
Powder Metallurgy Applications in Motorcycles
Motorcycling is closer to nature and easier to maneuver than driving. Many young people like this cool and exciting mode of transportation. Motorcycles are also
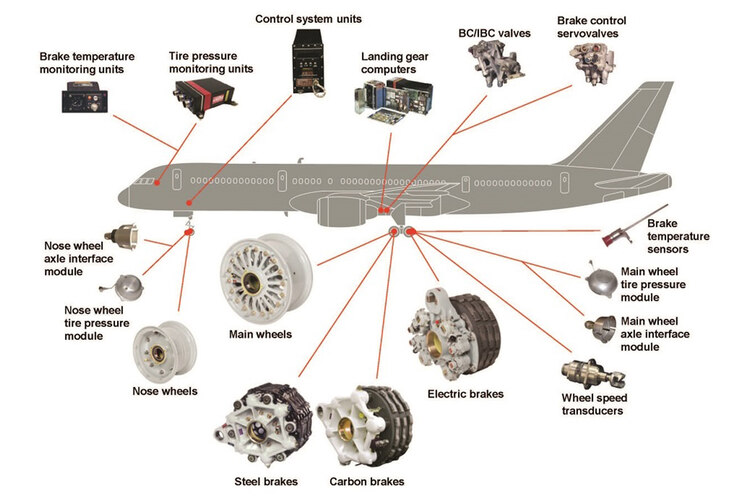
Powder Metallurgy Applications in Aerospace
You may have heard that powder metallurgy (PM) is widely applied in the mechanical industry. But do you know about powder metallurgy applications in aerospace?

Metal Injection Molding (MIM) Medical Applications
As the population ages, the health of the elderly deserves more attention. This is inseparable from advanced medical technology and equipment. It goes without saying